








 30 July 2026
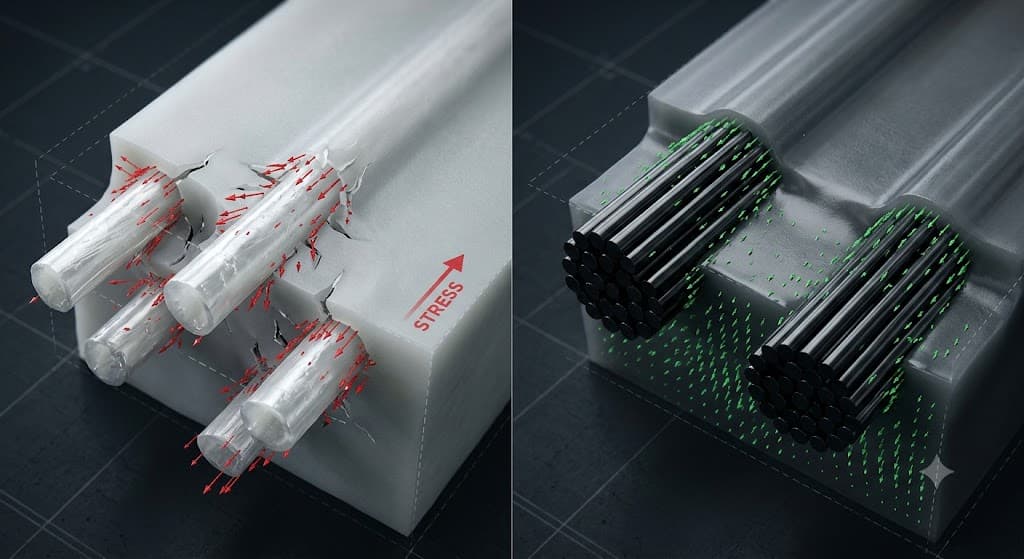
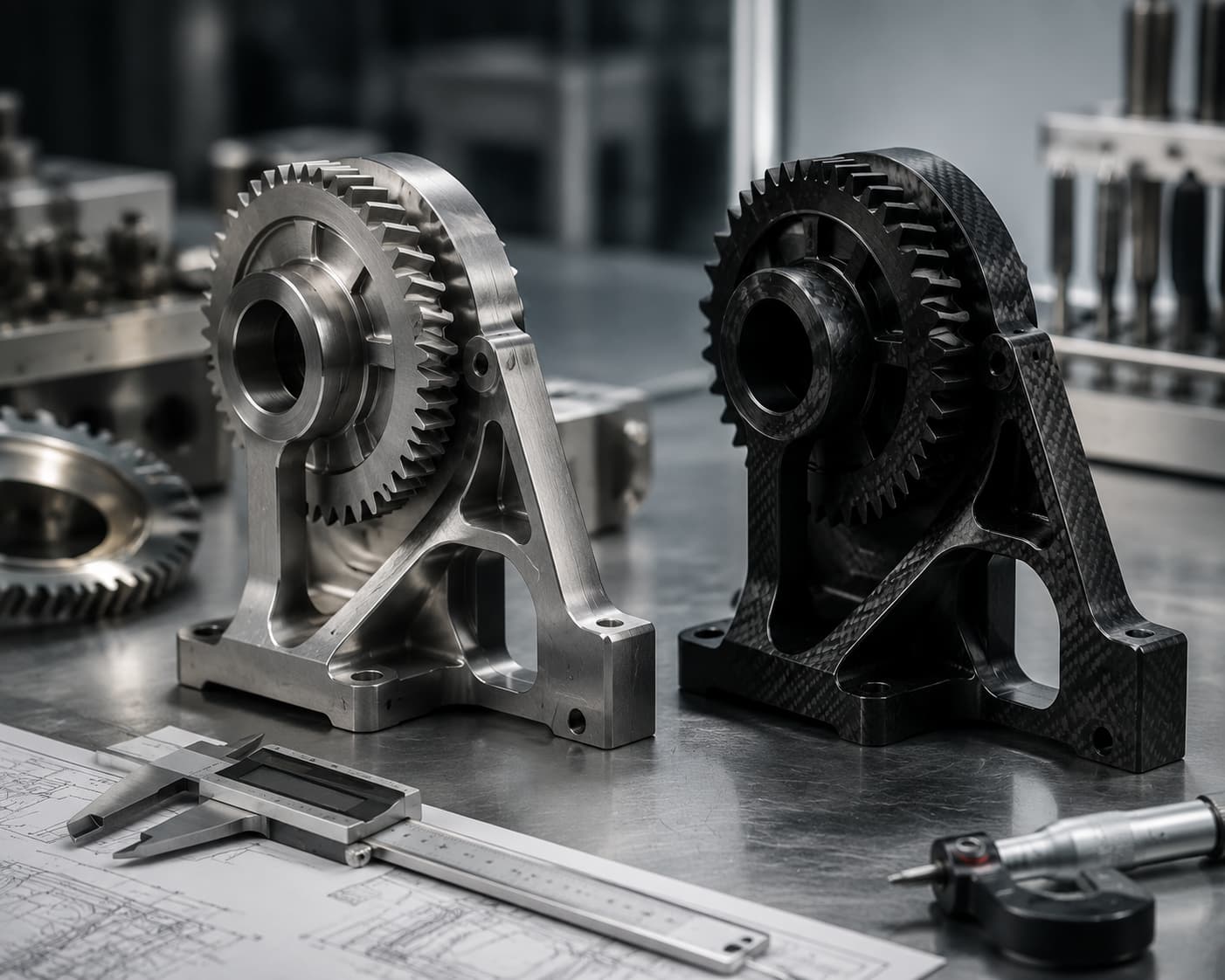
30 July 2026Os ambientes operacionais e as propriedades físicas secundárias geralmente determinam a aprovação final dos materiais. Além das propriedades mecânicas estáticas, o comportamento de fricção, a dissipação térmica e a anisotropia desempenham papéis decisivos. As fibras de vidro são abrasivas e isolantes elétricas; sob fricção de alta velocidade ou vibração cíclica, as fibras expostas podem acelerar o desgaste nas superfícies metálicas em contato e gerar carga estática. A fibra de carbono oferece lubrificação intrínseca, condutividade elétrica e dissipação térmica. náilon reforçado com fibra de carbono As fibras de carbono se destacam em engrenagens sem lubrificação, mancais dinâmicos e carcaças à prova de explosão, onde a dissipação estática e a transferência de calor são cruciais. No entanto, durante a moldagem por injeção, as fibras de carbono apresentam uma orientação induzida pelo fluxo mais acentuada do que as fibras de vidro, resultando em anisotropia pronunciada. Sem um sistema de alimentação otimizado e uma análise de empenamento, a contração não uniforme pode desencadear concentração de tensão interna e distorção dimensional.A avaliação de custos exige uma mudança de foco, passando do preço da matéria-prima por quilograma para o custo total por peça e a eficiência do sistema como um todo. O preço dos compostos de nylon modificados com fibra de carbono pode ser de 4 a 8 vezes maior do que o de poliamidas equivalentes com fibra de vidro. Essa diferença inicial de custo muitas vezes desencoraja as equipes de compras. No entanto, em sistemas de propulsão automotiva, atuadores de robôs, estruturas de drones e máquinas têxteis de alta velocidade, a redução de peso diminui diretamente a carga do motor e o consumo de energia, ao mesmo tempo que aprimora a resposta dinâmica. Além disso, a substituição de peças usinadas de alumínio ou metal fundido por peças moldadas em uma única etapa... CF-nylon Elimina a necessidade de usinagem CNC secundária, rebarbação e tratamento de superfície. Ao considerar a redução do consumo de energia operacional e a consolidação do processo, os altos custos iniciais do material reforçado com fibra de carbono são frequentemente compensados ao longo do ciclo de produção. Para gabinetes de alto volume, rotores de bombas e carcaças de ferramentas elétricas, onde o espaço não é limitado e a relação custo-benefício é fundamental, o nylon reforçado com fibra de vidro continua sendo a opção mais prática.