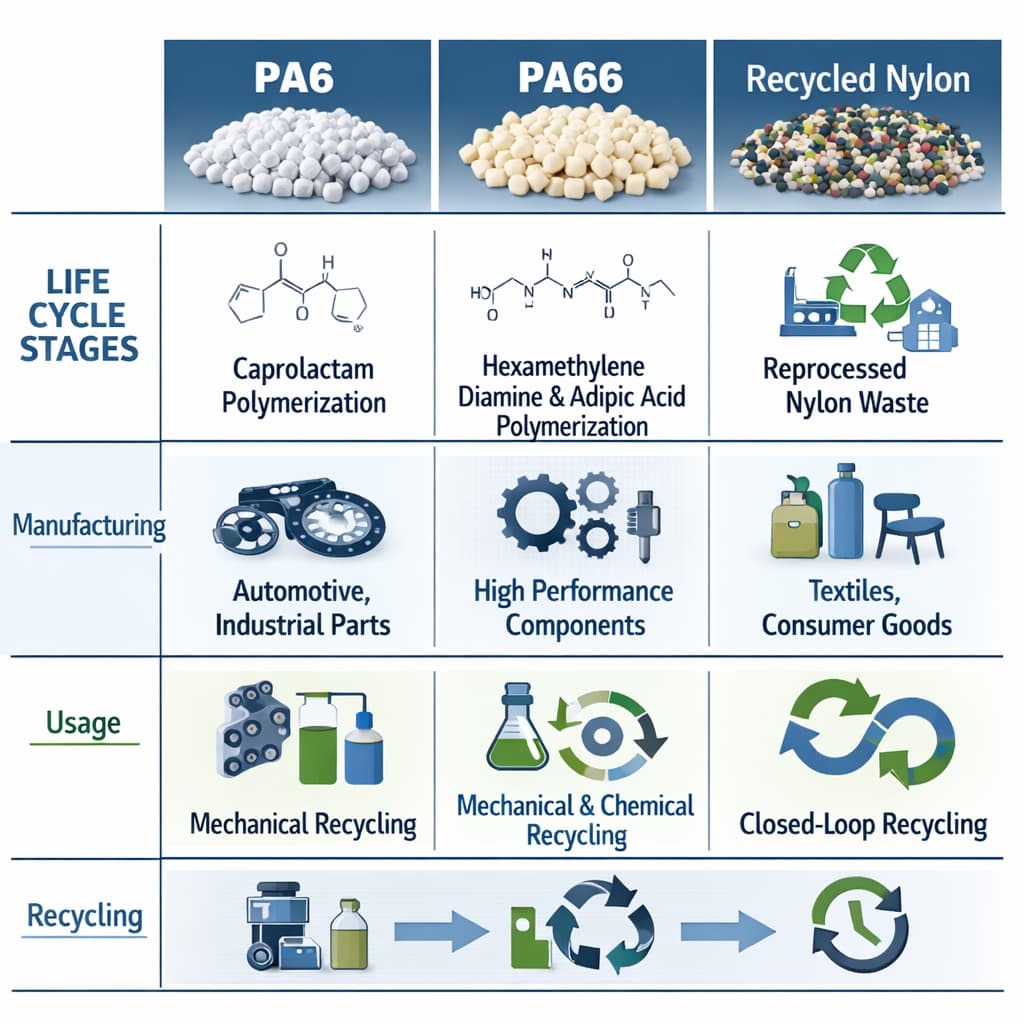
Modelo comparativo do custo do ciclo de vida para PA6, PA66 e Nylon 2 reciclado
Apr 23, 2026
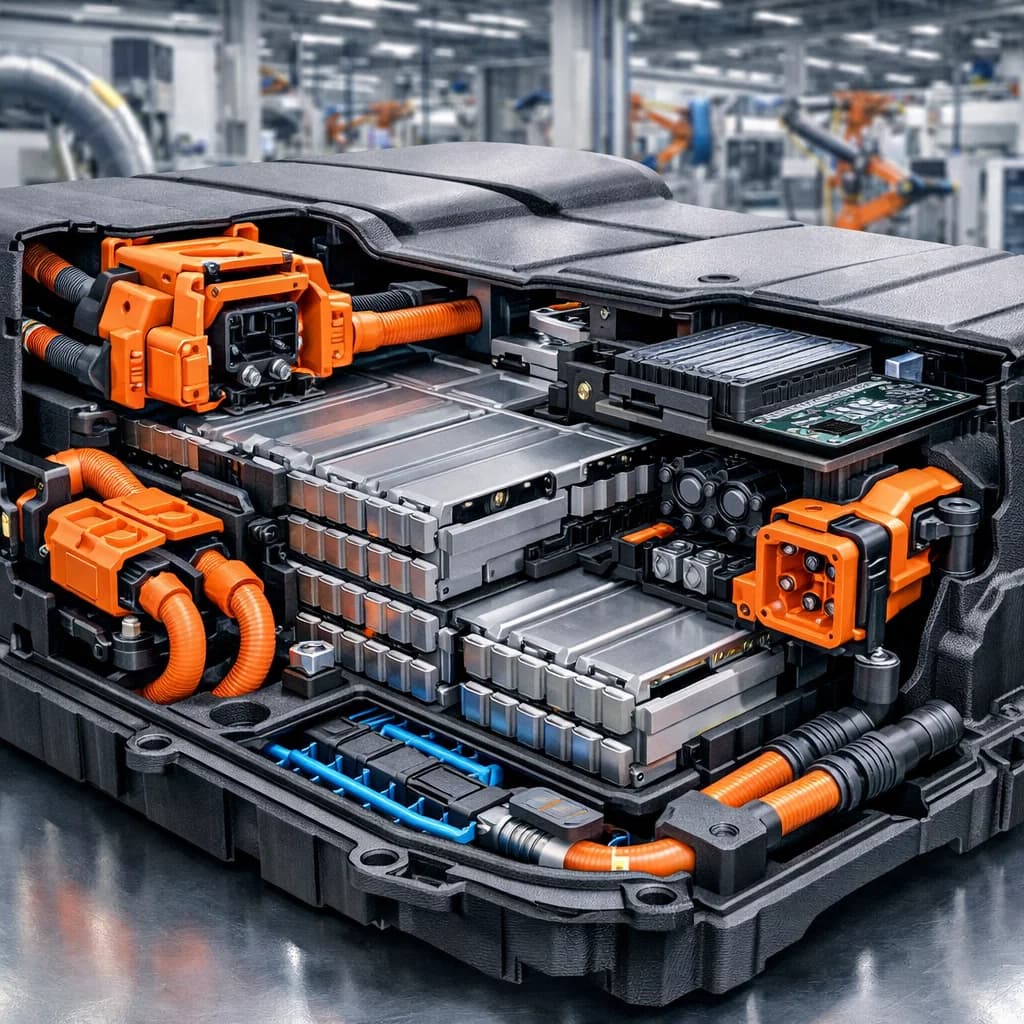
No entanto, essa vantagem estrutural também acarreta algumas desvantagens. O PA66 requer temperaturas de processamento mais elevadas e normalmente consome mais energia durante a moldagem por injeção. Em ambientes de produção em larga escala, essas diferenças influenciam o consumo de energia da máquina, o tempo de resfriamento e a duração do ciclo de moldagem.A comparação torna-se mais complexa quando O náilon reciclado é introduzido no processo de seleção de materiais. O náilon reciclado geralmente é derivado de sucata pós-industrial ou de resíduos pós-consumo. Após limpeza, recomposição e estabilização, o material pode retornar ao ciclo de produção como matéria-prima para plásticos de engenharia.Uma das principais vantagens do náilon reciclado é a sua pegada de carbono significativamente menor em comparação com a produção de polímeros virgens. Além disso, o preço dos materiais reciclados é, por vezes, menos sensível às flutuações dos mercados de matérias-primas petroquímicas. No entanto, As preocupações com a estabilidade das propriedades e a consistência entre lotes ainda exigem uma validação de engenharia cuidadosa.A experiência em diversos projetos de manufatura demonstra que o preço da matéria-prima, por si só, raramente determina o resultado econômico final. Por exemplo, em um projeto de componente estrutural para eletrodomésticos, o PA6 inicialmente parecia ser o material mais econômico devido ao seu menor preço de matéria-prima em comparação com... PA66. No entanto, testes de envelhecimento a longo prazo revelaram que o componente perdeu gradualmente a estabilidade dimensional quando exposto a temperaturas de operação contínuas em torno de 90°C.Para compensar esse efeito, os engenheiros tiveram que aumentar a espessura da parede do componente. Essa modificação aumentou o consumo geral de material e exigiu ajustes na estrutura do molde de injeção. Como resultado, a vantagem inicial de preço de PA6 foi significativamente reduzida.Uma situação semelhante foi observada em certos componentes de veículos elétricos. Alguns projetos iniciais selecionaram materiais de náilon de baixo custo para reduzir o preço inicial do componente. No entanto, durante testes de ciclos térmicos de longa duração, surgiram fissuras por tensão ou distorções dimensionais em diversas peças. A substituição do material por uma poliamida com maior resistência à temperatura aumentou o preço do material, mas reduziu o risco de falha do componente durante a operação do veículo.Esses exemplos ilustram por que o pensamento do ciclo de vida está se tornando cada vez mais importante na seleção de materiais de engenharia. Em vez de se concentrarem apenas no custo da matéria-prima, os engenheiros avaliam o efeito combinado de múltiplos fatores ao longo de todo o ciclo de vida do produto.Um modelo simplificado de custo do ciclo de vida para materiais de nylon normalmente inclui o custo de aquisição da matéria-prima, o consumo de energia no processamento, a eficiência da produção, a vida útil do produto e o potencial valor de reciclagem ao final de sua utilização. Ao analisar esses parâmetros em conjunto, torna-se mais fácil compreender o desempenho econômico real de diferentes sistemas de materiais.Por exemplo, em aplicações estruturais de alta temperatura, o PA66 pode parecer mais caro em termos de matéria-prima. No entanto, se o material melhorar significativamente a durabilidade do produto e reduzir o risco de falhas, o custo total do ciclo de vida pode se tornar menor do que o do PA6.Em contrapartida, o PA6 frequentemente demonstra vantagens claras em componentes de paredes finas com geometrias complexas. Sua fluidez superior permite menor pressão de injeção e tempos de enchimento mais curtos, o que melhora a produtividade em ambientes de produção em massa.O náilon reciclado introduz uma nova dimensão à avaliação do custo do ciclo de vida. Seu principal valor reside na redução das emissões de carbono e na conformidade com as normas, e não apenas em benefícios econômicos. À medida que a divulgação da pegada de carbono se torna cada vez mais comum nas cadeias de suprimentos europeias, as montadoras de veículos começam a exigir documentação sobre o conteúdo de material reciclado em plásticos de engenharia.Nessas circunstâncias, o náilon reciclado não é apenas uma questão de custo, mas também parte de uma estratégia de sustentabilidade mais ampla dentro da cadeia de suprimentos.Olhando para o futuro, a seleção de materiais de engenharia deixará gradualmente de ser uma simples comparação de preços e passará a ser uma avaliação abrangente do ciclo de vida. Os engenheiros devem equilibrar o desempenho mecânico, a eficiência do processamento, a confiabilidade a longo prazo e o impacto ambiental ao selecionar entre materiais como PA6, PA66 e nylon reciclado.Fornecedores de materiais capazes de fornecer dados confiáveis sobre o ciclo de vida, incluindo testes de durabilidade e análise da pegada de carbonoÉ provável que conquiste uma posição mais forte nas futuras cadeias de fornecimento de materiais de engenharia.
LEIA MAIS