Modificação da resistência a baixas temperaturas de materiais de nylon: um guia de projeto confiável para ambientes de frio extremo.
Dec 03, 2025
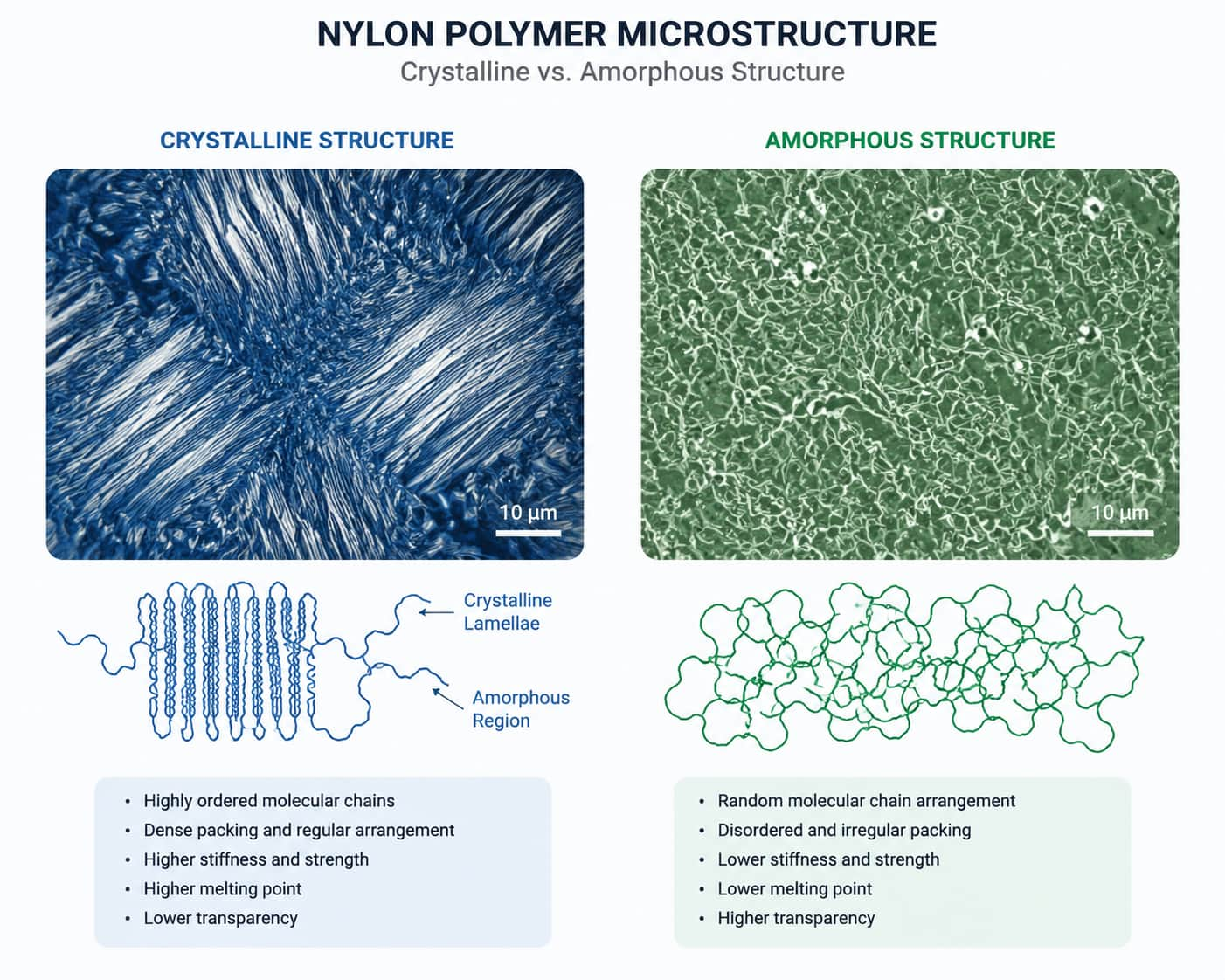
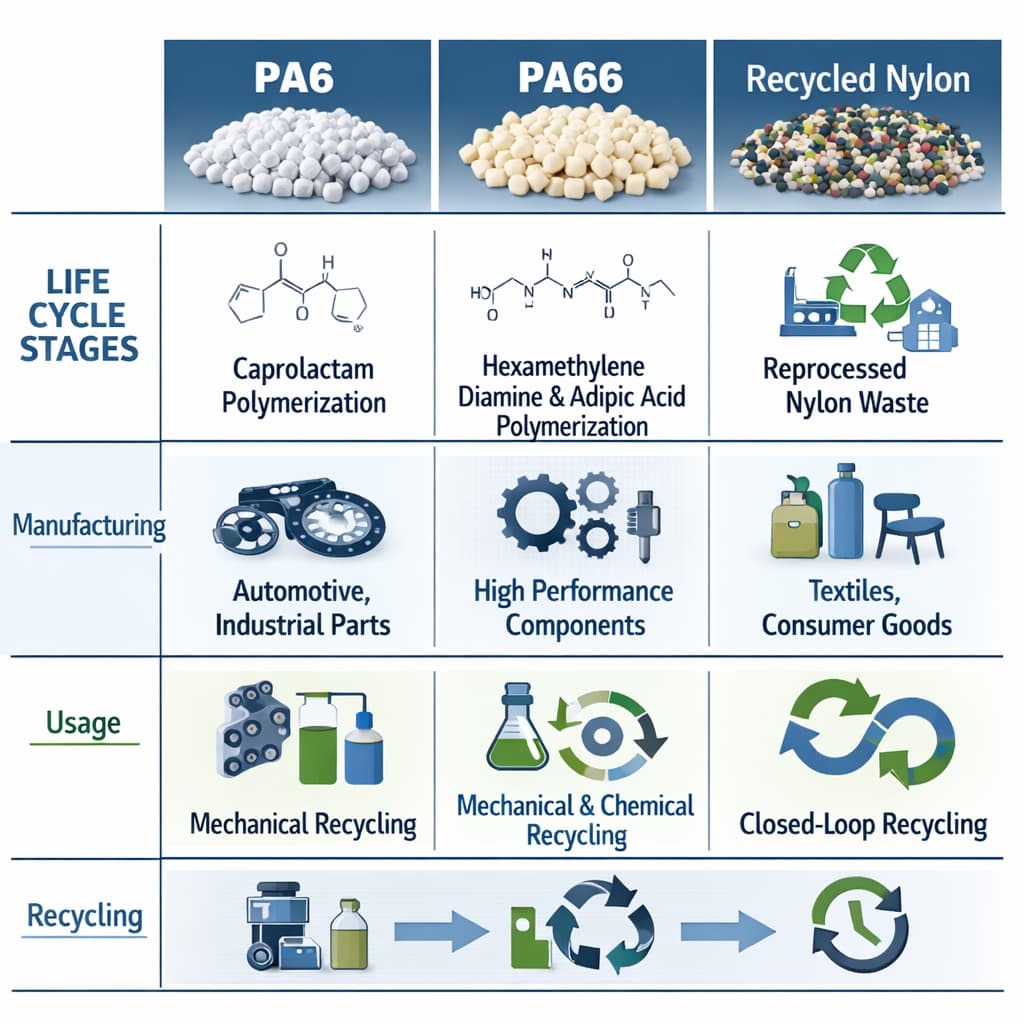
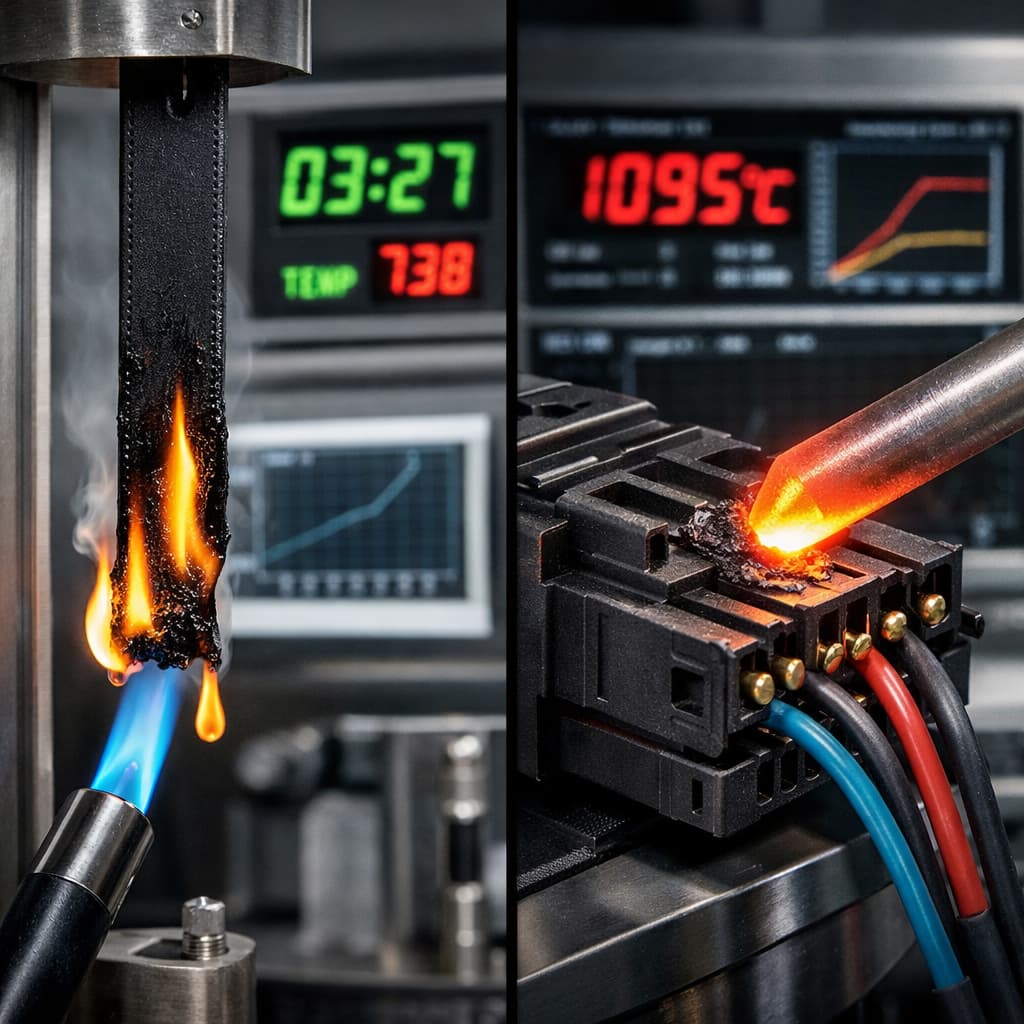
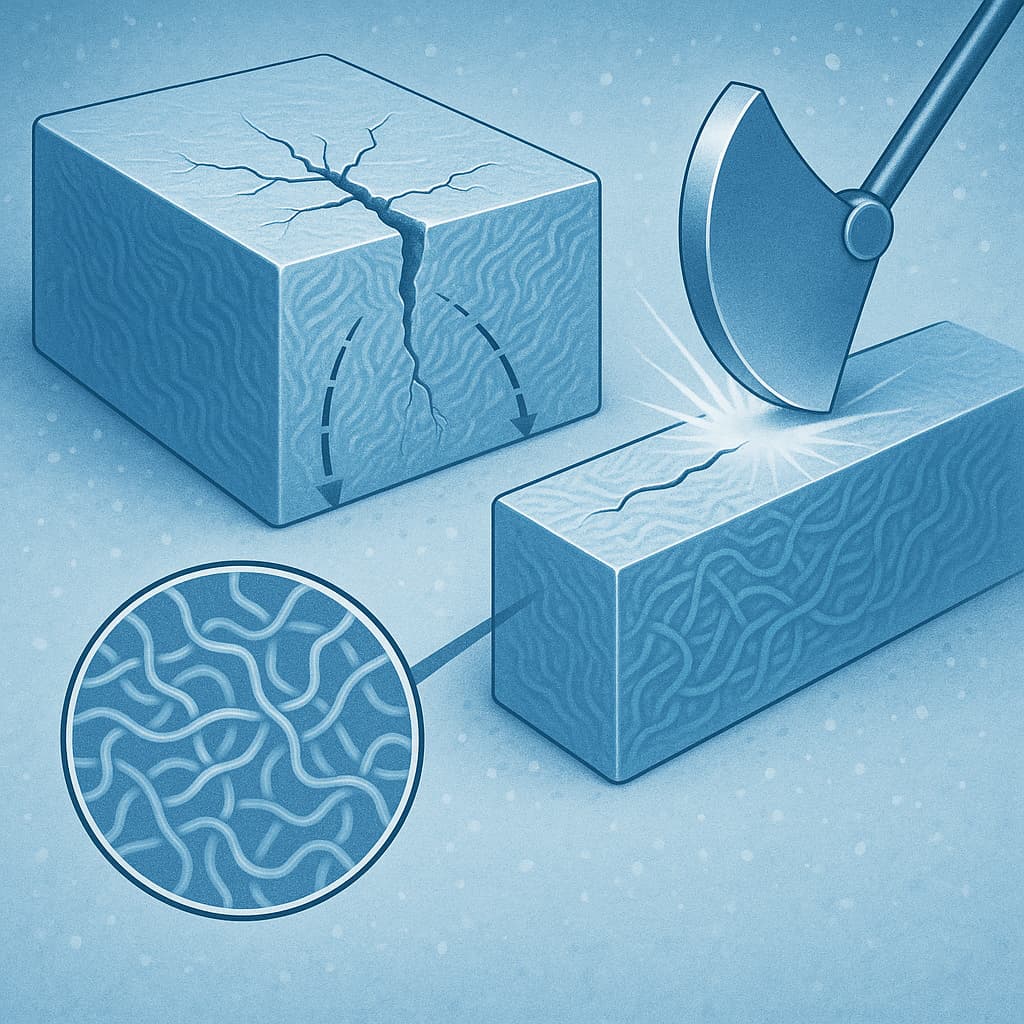
O náilon é amplamente utilizado em componentes automotivos, dispositivos para uso externo, conectores elétricos e mecanismos industriais devido ao seu equilíbrio entre resistência, resistência ao desgaste e custo. Em temperaturas normais, o PA6 e o PA66 mantêm uma tenacidade estável, mas seu desempenho deteriora-se significativamente em ambientes com temperaturas abaixo de zero. Quando a temperatura cai para -20 °C ou menos, a mobilidade molecular diminui drasticamente, causando fragilidade, menor resistência ao impacto e comportamento dimensional instável. Componentes destinados à exposição prolongada ao ar livre ou operação em climas frios, portanto, requerem náilon especialmente modificado para garantir a confiabilidade.A perda de tenacidade tem origem no efeito de congelamento molecular em torno da temperatura de transição vítrea. À medida que a temperatura cai, a mobilidade das cadeias moleculares é restringida e o material passa de um comportamento dúctil para um comportamento frágil. As cargas de impacto não podem mais ser dissipadas por meio de deformação plástica, resultando em rápida propagação de trincas. Se um componente contém nervuras finas, cantos vivos, encaixes por pressão ou furos, essas geometrias intensificam a concentração de tensão e aceleram a falha frágil. Para dispositivos como drones, ferramentas para neve, peças automotivas para climas frios e equipamentos de monitoramento polar, as consequências são graves.O aumento da resistência a baixas temperaturas normalmente envolve o endurecimento da borracha, estruturas de copolímeros em bloco, modificação com nanopartículas e ajuste das extremidades das cadeias moleculares. Sistemas de reforço com borracha, como POE, EPDM-g-MA e ABS-g-MA, dispersam pequenos domínios de borracha por toda a matriz de náilon. Durante o impacto, esses domínios iniciam bandas de cisalhamento e deformação localizada que ajudam a dissipar energia. Essa abordagem deve equilibrar rigidez, fluidez e estabilidade térmica para evitar amolecimento excessivo.Os copolímeros em bloco oferecem uma via de modificação mais intrínseca. Ao integrar segmentos flexíveis na cadeia principal do polímero, o náilon mantém a mobilidade da cadeia mesmo em baixas temperaturas. Esse método minimiza a separação de fases e mantém a uniformidade estrutural, melhorando a durabilidade em aplicações que exigem alta confiabilidade.A tecnologia de nanopartículas aprimora ainda mais o comportamento em baixas temperaturas. Materiais como grafeno, nano-sílica e nanoelastômeros melhoram a resistência à propagação de trincas e a resistência interfacial sem reduzir significativamente a rigidez. Além disso, o reforço em nanoescala melhora a estabilidade dimensional ao reduzir as tensões internas causadas pela retração desigual em baixas temperaturas.As estratégias de projeto são igualmente importantes. Transições de filete, espessura uniforme da parede, controle da orientação das fibras e posicionamento adequado do ponto de injeção desempenham um papel fundamental. Em náilon reforçado com fibras, o alinhamento das fibras influencia fortemente o desempenho ao impacto em baixas temperaturas. A orientação excessiva leva à fragilidade direcional. Otimizar os caminhos de fluxo do material fundido ou alterar a geometria da peça ajuda a mitigar esses efeitos.Nylon resistente a baixas temperaturas É amplamente utilizado em módulos front-end automotivos, suportes de sensores, carcaças para câmeras externas, trens de pouso de drones e conectores de equipamentos de esqui. Esses componentes devem manter sua integridade em temperaturas que atingem -30°C ou -40°C sem sofrerem falhas frágeis.O desenvolvimento futuro se concentrará em sistemas de reforço altamente eficientes, engenharia molecular refinada e estruturas compostas multiescala. As tendências emergentes incluem reforço com nanoelastômeros, estruturas com alta cristalinidade controlada e náilons resistentes ao frio de base biológica. Com a crescente necessidade de aplicações em ambientes extremos, a resistência a baixas temperaturas torna-se não apenas uma propriedade do material, mas uma capacidade de engenharia que influencia o projeto, as ferramentas e a avaliação da confiabilidade a longo prazo.
LEIA MAIS