

Últimas notícias e blog
A cinética de cristalização e o comportamento de retração térmica representam outro domínio crítico de desempenho. A moldagem por injeção depende de canais de resfriamento do molde para extração térmica rápida, forçando a cristalização sob confinamento geométrico, onde a contração é controlada pela pressão de compactação e pela temperatura do molde. A extrusão, por sua vez, depende do resfriamento por gradiente em estado livre, por meio de banhos de água ou correntes de ar, onde os diferenciais térmicos da camada externa para o núcleo induzem tensões residuais internas, aumentando o risco de empenamento pós-processamento ou fissuração por tensão ambiental. Para mitigar esse problema, as formulações para extrusão empregam sistemas de cristalização controlada, evitando agentes nucleantes agressivos para reduzir a contração anisotrópica causada pelos gradientes térmicos. Por outro lado, os materiais para injeção frequentemente incorporam aditivos nucleantes (por exemplo, talco fino ou nucleadores orgânicos) para acelerar as taxas de cristalização, reduzir os tempos de ciclo e maximizar o módulo de flexão. A aplicação de um material para injeção de cristalização rápida na extrusão de perfis geralmente resulta em vazios internos ou empenamento severo devido à formação prematura de película superficial e à contração volumétrica irregular.A compatibilidade dos parâmetros do equipamento serve como o parâmetro de referência definitivo para o desenvolvimento da formulação. As roscas de injeção normalmente apresentam relações comprimento/diâmetro de 18:1 a 22:1, otimizadas para plastificação rápida e injeção de alta pressão. As roscas de extrusão exigem relações de 30:1 a 40:1 ou superiores, priorizando a homogeneidade da massa fundida, a uniformidade térmica e o processamento com baixo cisalhamento. Processamento de materiais de baixa viscosidade náilon de grau de injeção Em uma linha de extrusão, a falta de contrapressão suficiente pode levar ao alagamento dos respiros ou a picos de produção. Por outro lado, a utilização de materiais de alta viscosidade em máquinas de injeção exige pressões de injeção e temperaturas de fusão extremas, induzindo degradação por cisalhamento térmico, aprisionamento de gases e amarelamento, além de gerar tensões residuais excessivas que comprometem a integridade estrutural durante a montagem. Uma compreensão precisa da distribuição de massa molecular, da resistência da massa fundida, da dinâmica de cristalização e da sensibilidade ao cisalhamento conecta a ciência dos materiais à realidade da produção, permitindo que compradores B2B garantam estabilidade operacional, reduzam as taxas de refugo e assegurem a longevidade das peças.
LEIA MAIS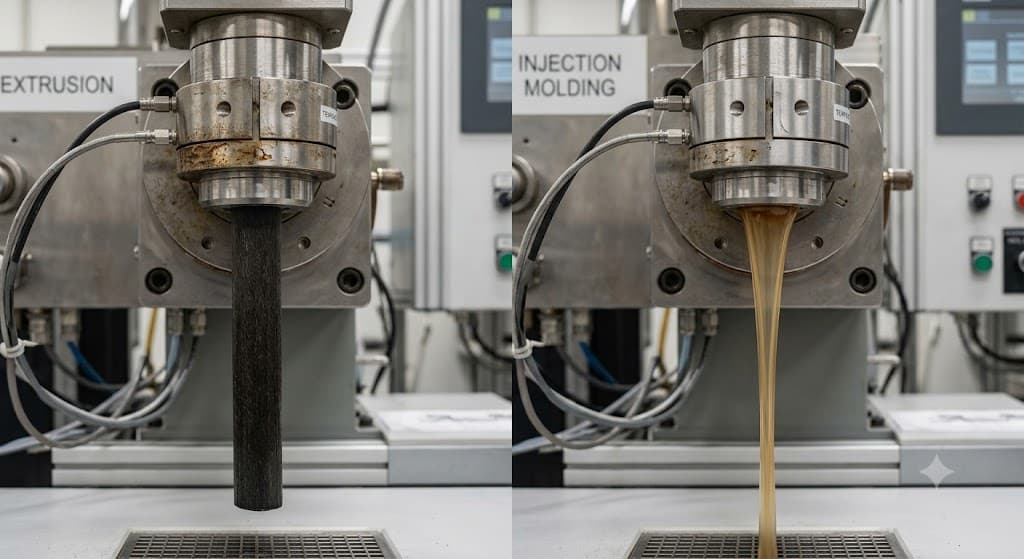
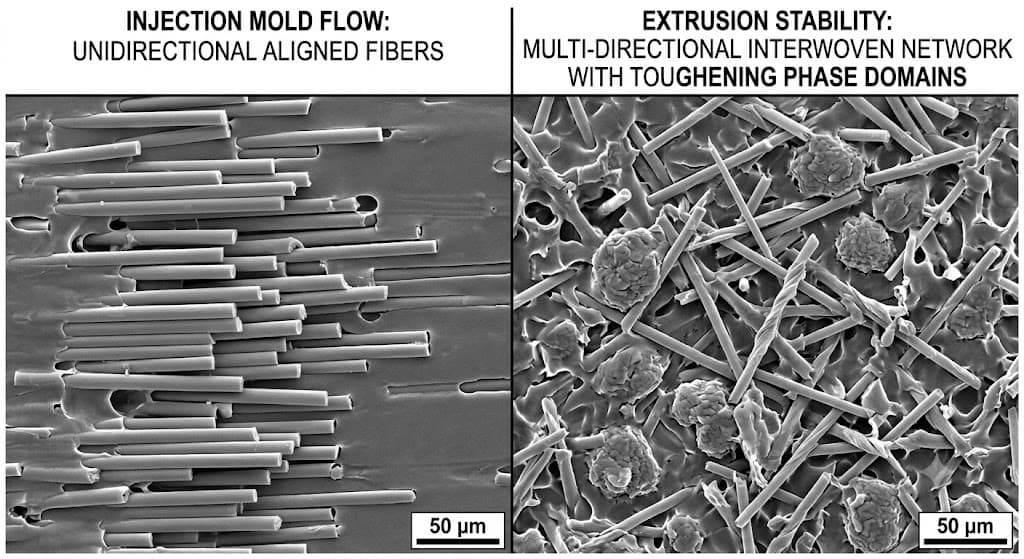
No setor de plásticos de engenharia, náilon modificado (PA6/PA66) destaca-se pela sua versatilidade estrutural. No entanto, Apresenta uma lógica de processamento fundamentalmente distinta quando submetida a técnicas de moldagem por injeção em comparação com técnicas de extrusão. Na aquisição técnica B2B e na seleção de materiais, o foco do cliente vai além da resistência à tração ou das temperaturas de deflexão térmica. Ele prioriza a estabilidade do processo e a confiabilidade dimensional a longo prazo sob condições específicas de conversão. Anomalias comuns na produção — como variações na espessura da parede em tubos extrudados, curvatura do perfil ou rebarbas, marcas de afundamento e fissuras por tensão residual em componentes complexos moldados por injeção — frequentemente não decorrem de falhas na calibração do equipamento, mas de uma incompreensão fundamental dos requisitos de formulação divergentes para materiais de injeção versus extrusão. Dominar a distribuição de massa molecular, os perfis reológicos e o comportamento de aditivos funcionais sob diferentes campos de cisalhamento constitui a base para a resolução desses desafios de engenharia em campo.Do ponto de vista da física de polímeros, a principal distinção entre os graus de injeção e extrusão reside na reologia da massa fundida e na arquitetura molecular. A moldagem por injeção é caracterizada por altas taxas de cisalhamento, pressões elevadas e preenchimento rápido das cavidades. O polímero fundido deve percorrer geometrias complexas do molde em frações de segundo, o que exige um comportamento pseudoplástico acentuado — uma rápida diminuição da viscosidade aparente, juntamente com baixa viscosidade em cisalhamento zero e alto índice de fluidez (MFI). Consequentemente, as formulações para moldagem por injeção dependem de resinas matrizes com peso molecular médio numérico relativamente baixo e distribuição de peso molecular estreita para minimizar a resistência ao fluxo e os tempos de ciclo. Por outro lado, o processamento por extrusão (que abrange tubos, barras, filmes e perfis) opera sob baixas taxas de cisalhamento e produção contínua, sem contenção total da parede do molde antes da solidificação. O extrudado deve manter sua geometria estrutural ao sair da matriz antes do resfriamento, exigindo alta resistência do fundido e resistência à deformação da pré-forma. Resinas de grau extrusão. meias de nylon Dessa forma, utilizam-se resinas de alto peso molecular e alta viscosidade relativa, frequentemente aprimoradas por meio de polimerização em estado sólido ou extensão de cadeia. Suas arquiteturas ramificadas de cadeia mais larga ou longa proporcionam maior densidade de emaranhamento, mantendo elevada viscosidade e elasticidade do fundido sob baixo cisalhamento para evitar fraturas do fundido e deformações induzidas pela gravidade.Essa relação inversa entre a fluidez e a resistência do material fundido exige estratégias de formulação distintas. Considere as modificações em nylon reforçado com fibra de vidro (GFR): os graus para injeção incorporam dispersantes de baixo peso molecular e promotores de fluxo para obter um acabamento superficial elevado e um rápido preenchimento do molde, permitindo que as fibras de vidro de corte curto se alinhem ao longo dos caminhos de fluxo, suprimindo a emergência de fibras na superfície. O nylon GFR para extrusão, no entanto, deve evitar o inchamento do extrudado e a distorção da seção transversal causada pela orientação caótica das fibras na saída da matriz. Assim, as formulações integram compatibilizantes poliméricos de cadeia longa ou lubrificantes internos de alto peso molecular que estabilizam a viscosidade em baixas taxas de cisalhamento, otimizando a transferência de cisalhamento interfacial. A divergência é igualmente evidente nos sistemas de tenacificação. Enquanto as peças moldadas por injeção alcançam resistência ao impacto por meio de dispersões discretas de elastômeros (por exemplo, POE-g-MAH) com tamanhos de domínio de 0,1 a 0,5 mícron, esses modificadores convencionais têm dificuldade em alcançar uma dispersão fina sob o perfil de baixo cisalhamento das roscas de extrusão. Além disso, em fluxos contínuos de fusão, correm o risco de coalescência dos domínios, produzindo defeitos superficiais do tipo "pele de tubarão" ou linhas de fratura longitudinais. Formulações para aumento da tenacidade por extrusão, por outro lado, utilizam redes poliméricas reativas ou copolímeros em bloco que sofrem reação interfacial in situ, garantindo uma separação de fases estável e finamente dispersa sob cisalhamento mínimo.
LEIA MAIS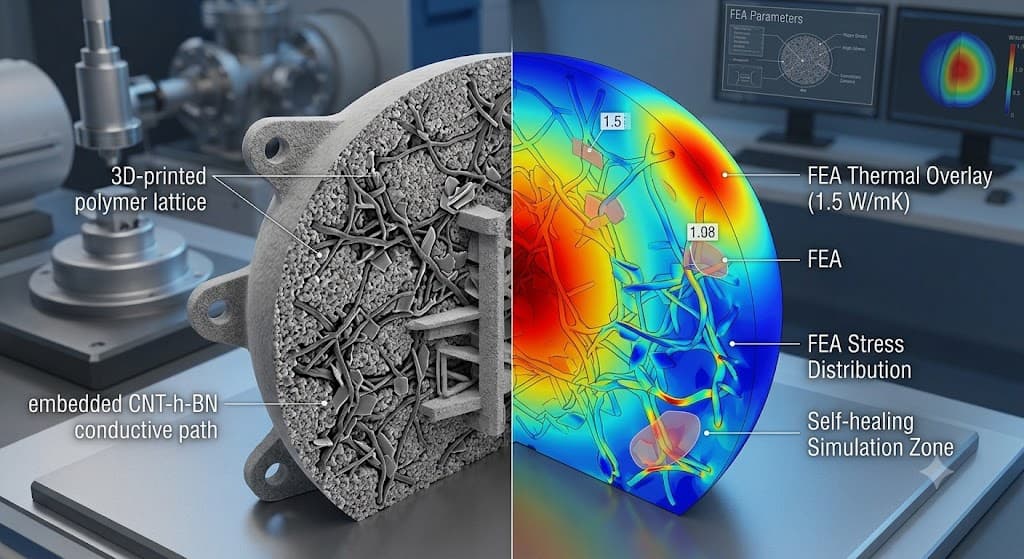
Paralelamente à dissipação elétrica, surge o desafio crescente da gestão térmica em conjuntos industriais altamente integrados e com restrições de espaço. Em radomes de estações base 5G, matrizes de LEDs de alta potência e bandejas de baterias de veículos elétricos, as elevadas densidades de potência causam um severo acúmulo de calor localizado. Temperaturas de operação superiores a 85 graus Celsius aceleram exponencialmente a degradação dos componentes eletrônicos. Como o PA12 puro apresenta uma baixa condutividade térmica intrínseca de aproximadamente 0,25 W/(m·K), ele funciona essencialmente como isolante térmico sob alto fluxo de calor, induzindo tensões térmicas internas significativas e consequente deformação. O mercado B2B exige urgentemente topologias impressas em 3D que ofereçam canais de resfriamento internos complexos, juntamente com alta dissipação térmica isotrópica. A próxima geração de materiais termicamente condutivos... pós PA12 Utilizam-se sistemas de enchimento híbridos, combinando micropós de nitreto de boro hexagonal (h-BN) ou alumínio, isolantes e altamente condutores, com alótropos de carbono condutores. Ao modular as trajetórias de varredura a laser durante a sinterização, os enchimentos em forma de plaquetas ou fibras alinham-se dentro do campo de fluxo de cisalhamento localizado da poça de fusão, elevando a condutividade térmica fora do plano ou no plano para faixas entre 1,5 W/(m·K) e mais de 3,5 W/(m·K). Em testes de inversores de alta potência, os invólucros fabricados com esse pó avançado reduziram as temperaturas de operação do chip principal em 18 a 22 graus Celsius, eliminando a necessidade de configurações de resfriamento externo complexas.Independentemente dos parâmetros físicos iniciais, os equipamentos industriais sujeitos a cargas cíclicas de longa duração, fadiga térmica alternada e exposição a produtos químicos inevitavelmente desenvolvem microfissuras. Em ambientes inacessíveis, como dutos aeroespaciais ou embarcações de exploração em águas profundas, onde a manutenção física de rotina é impossível, essas microfissuras se propagam sob tensão, causando falhas estruturais macroscópicas e provocando paradas repentinas do sistema. A gestão de ativos tradicional depende de testes destrutivos e da substituição frequente de componentes, o que acarreta enormes despesas operacionais. As fronteiras da tecnologia avançada... PA12 O desenvolvimento concentra-se na integração de mecanismos de "autorreparação inteligente" na infraestrutura de polímeros. As vias atualmente viáveis industrialmente utilizam redes covalentes reversíveis dinâmicas, como a química de Diels-Alder (DA), ou microencapsulação embutida. Após a iniciação de microfissuras induzidas por fadiga, as concentrações de tensão fraturam microcápsulas localizadas, liberando agentes de cura de baixa viscosidade que se infiltram na fissura por meio de forças capilares e polimerizam em condições ambientais. Alternativamente, estímulos externos não destrutivos, como radiação infravermelha ou indução eletrotérmica, podem desencadear a dissociação e recombinação de ligações reversíveis na interface fraturada. Os testes de validação indicam que os componentes de PA12 com capacidade de autorreparação retêm mais de 85% da sua resistência à tração original após o reparo, prolongando a vida útil operacional do componente de três a cinco vezes sob condições severas de fadiga dinâmica de alta intensidade.
LEIA MAIS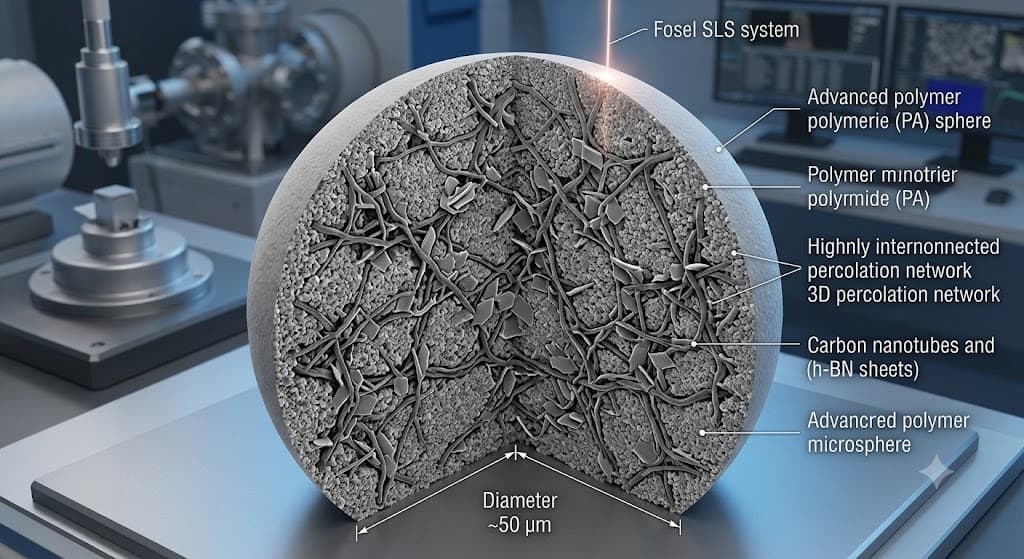
No cenário atual, onde a manufatura aditiva de precisão converge com aplicações industriais rigorosas, as empresas de manufatura que utilizam Fusão Seletiva a Laser em Leito de Pó (LPBF) ou Sinterização Seletiva a Laser (SLS) enfrentam um gargalo técnico crítico na transição da prototipagem rápida para a produção em escala comercial. Por um período significativo, Poliamida 12 (PA12) O PA12 tem dominado o domínio da impressão 3D industrial devido à sua resistência mecânica superior, estabilidade dimensional e altas taxas de atualização. No entanto, à medida que componentes estruturais avançados em eletrônica aeroespacial, gerenciamento térmico de veículos elétricos e linhas de montagem automatizadas em ambientes extremos exigem atributos multifuncionais, os pós de PA12 de grau padrão atingem cada vez mais suas limitações físicas inerentes. Profissionais de compras B2B e equipes de engenharia frequentemente se deparam com um dilema: necessitam da processabilidade fluida e da adesão intercamadas do PA12, mas são forçados a fazer concessões, selecionando compósitos moldados por injeção tradicionais ou peças metálicas usinadas por CNC, sacrificando a liberdade geométrica em prol de perfis funcionais específicos. O desenvolvimento de pós de PA12 de próxima geração visa precisamente dissolver essa barreira. Imbuir a matriz polimérica com propriedades elétricas, térmicas e de autorreparação por meio de nanofillers especializados e arquitetura microestrutural, sem comprometer a flexibilidade dos aditivos.Na fabricação de eletrônicos, em operações de salas limpas para semicondutores e em sistemas de fluidos aeroespaciais, a descarga eletrostática (ESD) representa um problema industrial latente, porém destrutivo. Convencional Componentes PA12 Apresentam alto isolamento elétrico, com resistividade superficial tipicamente superior a 10 elevado a 12 ohms por quadradotornando-os altamente suscetíveis ao acúmulo de milhares de volts de carga estática sob atrito de gás de alta pressão ou contato mecânico. Esse acúmulo ameaça danificar circuitos integrados sensíveis ou desencadear faíscas catastróficas em ambientes explosivos. Historicamente, revestimentos antiestáticos tópicos temporários têm sido utilizados, mas estes são propensos à delaminação rápida sob abrasão mecânica persistente ou lavagem química. O pó PA12 eletricamente condutor de próxima geração resolve esse problema por meio de engenharia microscópica avançada, incorporando nanotubos de carbono (CNTs) de alta relação de aspecto, nanoplaquetas de grafeno ou negro de fumo estruturado dentro de microesferas individuais de poliamida. Essa metodologia alcança um baixo limiar de percolação, estabelecendo caminhos contínuos de transporte de elétrons em 3D ao longo dos limites do pó durante a sinterização.
LEIA MAIS
Na produção em massa, A simples mistura a seco inevitavelmente leva à segregação do material de enchimento durante a fluidificação e a repintura., causando defeitos anisotrópicos nos componentes finais. Os processos modernos de modificação industrial, portanto, utilizam revestimento in situ ou aderência térmica controlada para fixar modificadores na camada de 40–60 μm. PA12 grãos, garantindo dinâmica homogênea da poça de fusão e propriedades isotrópicas do material durante a interação com o laser.A avaliação de uma versão modificada pronta para uso industrial Pó PA12 A tecnologia depende fortemente de parâmetros empíricos verificáveis, especificamente a taxa de renovação do pó e a temperatura de deflexão térmica (HDT) dos componentes sinterizados. Dados recentes de produção indicam que formulações de PA12 modificadas com nano-sílica otimizada e sistemas antioxidantes proprietários podem funcionar de forma confiável com uma taxa de renovação de 20% de pó fresco para 80% de pó reciclado, mantendo um desvio de resistência à tração inferior a 5% ao longo de múltiplas gerações. Concomitantemente, para aplicações estruturais que exigem rigidez estrutural, os pós compósitos de PA12 reforçados com fibra de carbono demonstram um aumento significativo na HDT sob uma carga de 1,82 MPa, elevando-a de aproximadamente 80 °C para mais de 130 °C. Essas linhas de base de desempenho quantificáveis oferecem às equipes de compras e técnicas a confiabilidade operacional exata necessária para substituir peças fundidas de alumínio ou zinco usinadas por plásticos de engenharia fabricados por manufatura aditiva.
LEIA MAIS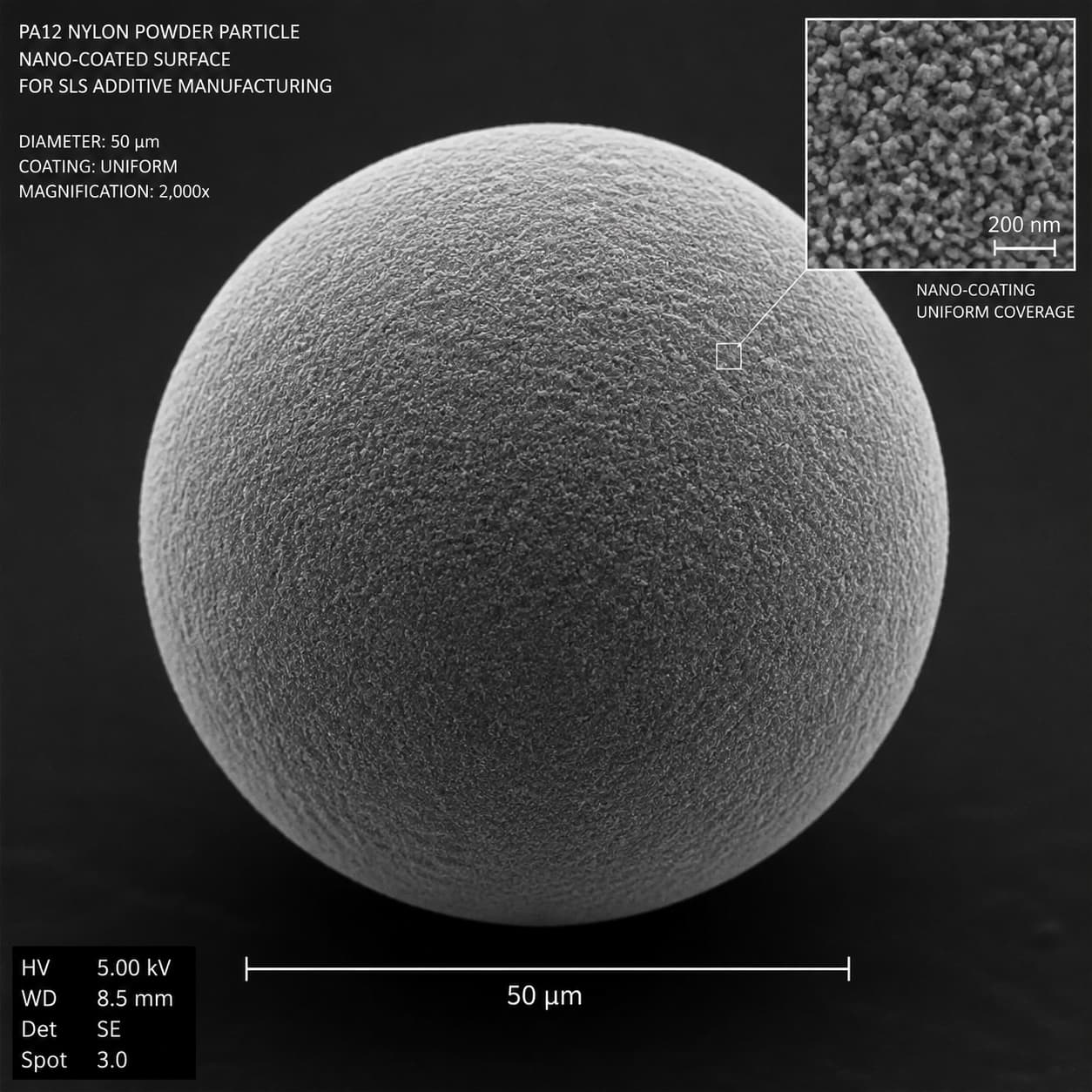
A ampliação das técnicas de modificação do pó de poliamida 12 (PA12) para os setores de sinterização seletiva a laser (SLS) e revestimentos avançados representa um marco crítico na manufatura aditiva. Em ambientes de engenharia exigentes, PA12 virgem A produção em larga escala frequentemente encontra limitações de desempenho, principalmente em relação à resistência à fadiga mecânica sob tensão contínua e à estabilidade térmica em altas temperaturas. Além disso, na produção em grande volume, a degradação térmica progressiva do pó não sinterizado ao longo de múltiplos ciclos de impressão introduz inconsistências no acabamento superficial e uma maior taxa de rejeição, o que impacta severamente o custo total de propriedade. Superar esses gargalos práticos e fazer a transição bem-sucedida de metodologias de modificação em escala laboratorial para fluxos de trabalho industriais altamente estáveis e econômicos continua sendo o principal desafio para as cadeias de produção globais B2B (business-to-business).Em nível molecular, eficaz Pó PA12 a modificação depende de Introduzindo melhorias funcionais sem comprometer a esfericidade inerente, a distribuição do tamanho das partículas e a estreita janela de fusão-cristalização do polímero da matriz. Embora a pesquisa em escala laboratorial frequentemente dependa da combinação de cargas avançadas, como fibras de carbono, microesferas de vidro ou nano-sílica funcional, a transição para a síntese industrial em escala real muda o foco para a engenharia de energia superficial e técnicas de microencapsulação.
LEIA MAIS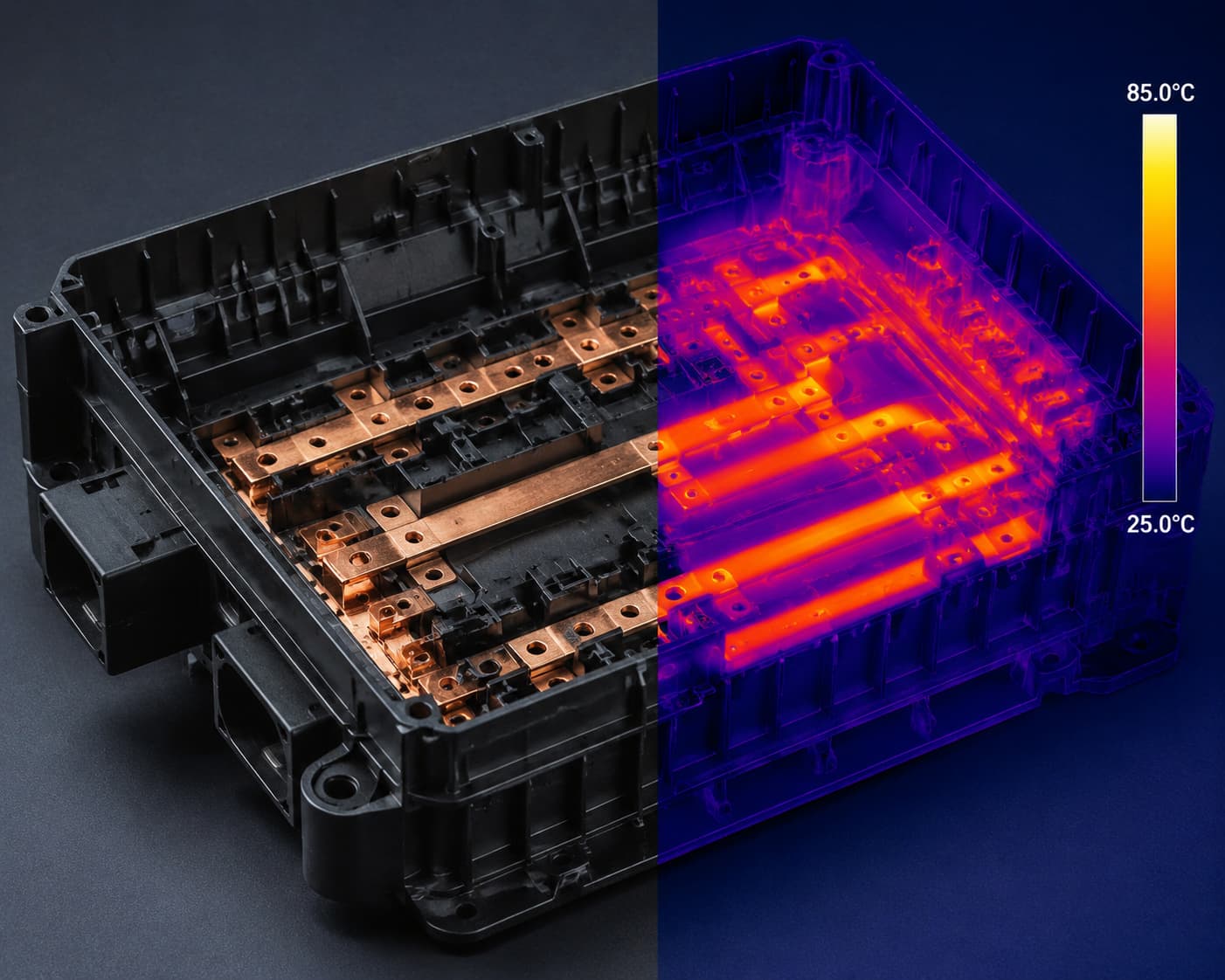
Em validações industriais práticas e testes prolongados de estresse ambiental, este composto trifuncional modificado com náilon demonstrou uma estabilidade de desempenho convincente. Em conjuntos críticos dentro das arquiteturas de propulsão de alta tensão de veículos elétricos — como caixas de junção de alta tensão e alojamentos de carregadores de bordo (OBC) — o material atinge consistentemente um Chama UL 94 V-0 classificação (mesmo com uma espessura de parede fina de 0,8 mm), mantendo uma condutividade térmica isotrópica ou anisotrópica previsível e uma resistividade volumétrica rigorosamente controlada, abrangendo a faixa antiestática a condutiva. Após 1.000 horas de testes rigorosos de calor úmido (85 °C / 85% de umidade relativa), as taxas de degradação de sua rigidez dielétrica, retardância à chama e condutividade térmica permanecem dentro de margens mínimas, sem apresentar sinais de migração de carga ou degradação da resistividade superficial. Além disso, em testes reais de moldagem por injeção, as estruturas de fase microscópicas otimizadas conferem ao composto excelente comportamento de fluxo de fusão e baixas características de abrasão do molde. Isso garante que peças complexas e de precisão, com espessuras de parede não uniformes e insertos metálicos densos, possam ser moldadas em um único ciclo sem flutuação de fibras na superfície. O aumento resultante no rendimento da produção, aliado a uma redução significativa na contagem geral de componentes do sistema, resulta em amortizações de custos substanciais. Este paradigma de engenharia de materiais, verificado por dados empíricos rigorosos e cenários de campo, Oferece aos clientes industriais globais uma liberdade de design sem precedentes, libertando os engenheiros. partindo de soluções tradicionais de empilhamento de materiais para alcançar uma integração de sistemas verdadeiramente leves e de alta segurança.
LEIA MAIS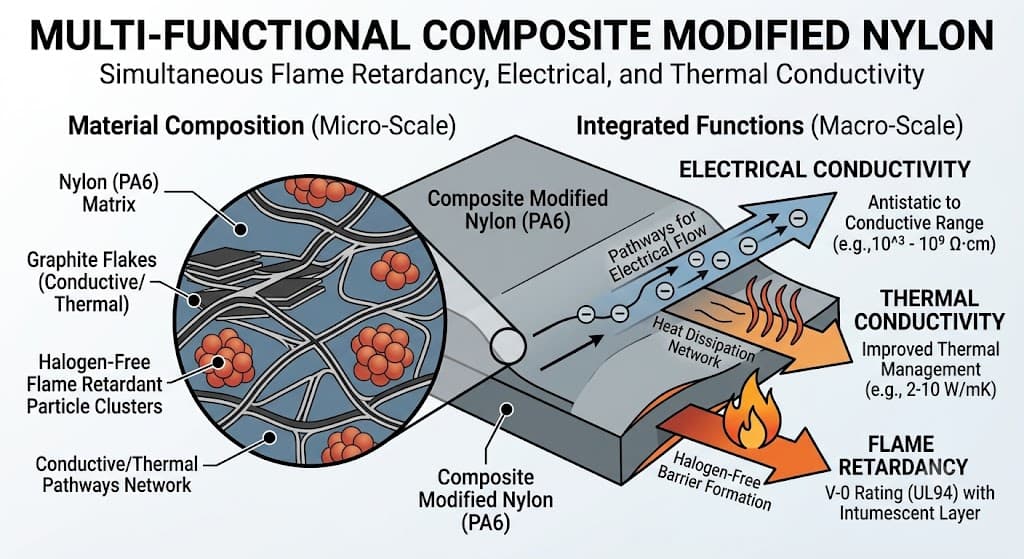
INos setores atuais de manufatura de ponta, veículos de novas energias, comunicações 5G e transporte ferroviário, os projetistas de engenharia enfrentam regularmente um dilema complexo na seleção de materiais. Com o aumento da integração de equipamentos, os componentes eletrônicos operam em alta velocidade em espaços extremamente compactos. Isso não só causa um acúmulo severo de calor interno, como também aumenta drasticamente os riscos de interferência eletromagnética e ruptura por alta tensão. Historicamente, os engenheiros lidaram com esses requisitos funcionais segregados implementando múltiplos plásticos modificados de função única: náilon retardante de chamas Em torno de módulos de potência, plásticos termicamente condutores para dissipadores de calor e materiais antiestáticos ou condutores para componentes sensíveis da carcaça são utilizados. No entanto, quando essas condições operacionais extremas convergem para um único microcomponente, os métodos tradicionais de montagem em múltiplas peças aumentam significativamente o volume e o peso do produto. Mais criticamente, a resistência térmica interfacial e os coeficientes de expansão térmica incompatíveis entre as camadas de materiais distintos levam inevitavelmente à delaminação ou falha mecânica sob vibração prolongada e ciclos térmicos contínuos. Essa complexidade estrutural, aliada à fragmentação do fornecimento de componentes e ao aumento dos custos indiretos de manutenção, representa um grave gargalo sistêmico para fabricantes B2B que buscam melhorar a confiabilidade dos equipamentos e reduzir o custo total de propriedade.Para lidar com essas tensões operacionais multidimensionais, é necessário um composto multifuncional de náilon modificado, capaz de integrar perfeitamente retardância à chama, condutividade elétrica e condutividade térmica em uma única matriz polimérica. Do ponto de vista da física de polímeros e da engenharia de formulações, essa integração não pode ser alcançada simplesmente adicionando múltiplos aditivos funcionais a uma extrusora de dupla rosca. Retardantes de chama, cargas condutoras (como nanotubos de carbono, grafeno ou negro de fumo especializado) e cargas termicamente condutoras (como nitreto de boro, carbeto de silício ou óxido de alumínio) exibem perfis geométricos, energias de superfície e comportamentos de dispersão drasticamente diferentes em matrizes de poliamida como o PA66. PA6ou náilons de cadeia longa. Sem um controle preciso da morfologia de fase, os altos níveis de carga necessários para a condutividade térmica destruirão a resistência ao impacto e a processabilidade por fusão do material. Concomitantemente, cargas condutoras à base de carbono podem apresentar efeitos antagônicos com certos retardantes de chama, degradando a classificação de inflamabilidade ou causando deriva elétrica em temperaturas elevadas. Consequentemente, uma solução verdadeiramente integrada depende da engenharia de uma "rede sinérgica funcional". Utilizando técnicas avançadas de mistura assimétrica e modificação química de superfície direcionada, fibras condutoras e partículas termicamente condutoras são conduzidas para formar caminhos microscópicos co-contínuos e interconectados — análogos a redes de alta velocidade dentro da matriz de náilon. Essa arquitetura alcança dissipação eletrostática estável ou blindagem EMI em limiares ultrabaixos de carga condutora, garante caminhos contínuos para rápida dissipação de calor e permite que o esqueleto polimérico coopere com retardantes de chama livres de halogênio para formar uma camada carbonizada densa e protetora após exposição térmica, selando o oxigênio e mitigando a propagação de calor.
LEIA MAIS
Eliminar esse problema de engenharia exige abandonar a destruição física dos limites geométricos do material causada pelo esmagamento mecânico e recorrer, em vez disso, à tecnologia de esferoidização de alta precisão para remodelar a morfologia microscópica das partículas de PA12. Partindo dos princípios da física dos materiais e do projeto estrutural, uma esfera perfeita possui a área de superfície específica mínima absoluta no espaço tridimensional. Isso implica que, quando o pó de PA12 é remodelado em partículas esféricas lisas e minúsculas, a área de contato entre as partículas é minimizada ao extremo, enfraquecendo drasticamente as forças de Van der Waals e a atração eletrostática originalmente induzidas por características multiangulares acentuadas.A aplicação prática da tecnologia de esferoidização na engenharia concreta geralmente se baseia em processos de remodelação termomecânica de alta tensão de cisalhamento ou em processos de fusão e expansão por plasma térmico. Nesse fluxo de trabalho tecnológico precisamente controlado, o pó de PA12 tradicional e irregular é introduzido em um campo termofísico específico. Sob uma faixa de temperatura rigorosamente controlada, tipicamente gerenciada com precisão entre o ponto de fusão e o ponto de amolecimento inicial do material, a camada superficial das partículas de pó sofre uma semifusão instantânea em nível micrométrico. Nesse ponto, a tensão superficial na mecânica dos fluidos começa a dominar o processo de remodelação, forçando a fase líquida fundida a se contrair espontaneamente em direção ao centro. Essa ação envolve e arredonda perfeitamente os cantos vivos e as bordas irregulares originais, que subsequentemente se condensam e cristalizam em microesferas altamente esféricas e lisas.Essa remodelação microscópica proporciona ganhos revolucionários em desempenho físico para o processo de impressão 3D. Primeiramente, o pó de alta esfericidade demonstra excelente fluidez, comportando-se de forma semelhante a um líquido. As partículas deslizam e se organizam suavemente à frente do rolo de recobrimento como minúsculos rolamentos de esferas, eliminando completamente o trincamento do leito de pó causado pelo arrasto das lâminas. Em segundo lugar, como as partículas esféricas atingem um empacotamento geométrico compacto — alcançando uma densidade aparente extremamente alta — os vazios microscópicos dentro da camada de pó são comprimidos ao limite. Após a irradiação a laser, o pó esférico exibe um comportamento de absorção de calor e difusividade térmica altamente uniformes. A Taxa de Fluxo de Fusão (MFR) drasticamente aprimorada permite que a tensão superficial abaixo da linha de liquidus induza as gotículas fundidas a se espalharem de forma rápida e uniforme, eliminando rapidamente os microgases aprisionados antes da solidificação. Isso não apenas amplia significativamente a janela térmica de processamento, mas também elimina fundamentalmente a concentração de tensão térmica causada pela anisotropia das partículas, resultando em componentes estruturais impressos com superfícies tão lisas e delicadas quanto as produzidas por moldes de injeção de alta precisão.Por meio de uma rigorosa validação de engenharia envolvendo 100.000 ciclos de revestimento e varredura dinâmica contínua em vários lotes, uma série de indicadores físicos precisos e dados experimentais revelaram o impacto decisivo da esferoidização. Pó PA12 sobre a qualidade de engenharia de macroprodutos. Testado por meio de fluxômetros Hall de dinâmica de fluidos padrão e medições dinâmicas do ângulo de repouso, os indicadores gerais de fluidez do pó de PA12 remodelado por esferoidização melhoraram em mais de 35% em comparação com o pó triturado mecanicamente de forma tradicional, com aceleração significativa da velocidade de fluxo por gravidade. Isso significa que, em linhas de produção industrial de alta velocidade, o transporte e a distribuição de materiais tornam-se excepcionalmente estáveis.Em experimentos comparativos de impressão SLS com espessura de camada idêntica (padrão de 0,12 mm), o valor de rugosidade superficial Ra dos componentes formados com pó tradicional geralmente varia entre 12 e 15 micrômetros, apresentando uma textura nitidamente áspera e granular ao toque. Por outro lado, o valor de rugosidade superficial Ra dos componentes impressos com pó esferoidizado é menor. Pó PA12 A granulometria cai drasticamente para menos de 4,5 mícrons, apresentando uma textura fosca refinada. Isso elimina imensamente etapas de pós-processamento tediosas e demoradas, como jateamento de areia e polimento vibratório.Dados ainda mais encorajadores provêm de testes aprofundados de propriedades mecânicas. Quando os componentes formados foram seccionados e colocados sob um Microscópio Eletrônico de Varredura (MEV) para observação micromorfológica das superfícies de fratura, os técnicos de laboratório descobriram que a porosidade microscópica, universalmente presente em componentes de pó tradicionais, caiu drasticamente de 2,8% para menos de 0,3%, atingindo um estado quase denso e livre de defeitos no interior do material. Em testes de resistência à tração e tenacidade ao impacto realizados por meio de máquinas de ensaio de tração mecânica, graças à fusão perfeita de partículas esféricas isotrópicas na poça de fusão, o eixo Z (a direção perpendicular ao empilhamento das camadas de impressão), que tradicionalmente representa um gargalo de desempenho na impressão 3D, superou com sucesso o problema da "delaminação interlaminar". Sua taxa geral de retenção de resistência mecânica no eixo Z aumentou em quase 25%, alcançando um salto equilibrado tanto na resistência à tração quanto no alongamento na ruptura. Isso não é apenas uma melhoria na aparência física da superfície, mas um salto tecnológico de engenharia abrangente que utiliza a remodelação geométrica microscópica do material para impulsionar a fabricação B2B de alta qualidade e viabilizar a produção em série de peças estruturais de uso final de alta resistência e tenacidade.
LEIA MAIS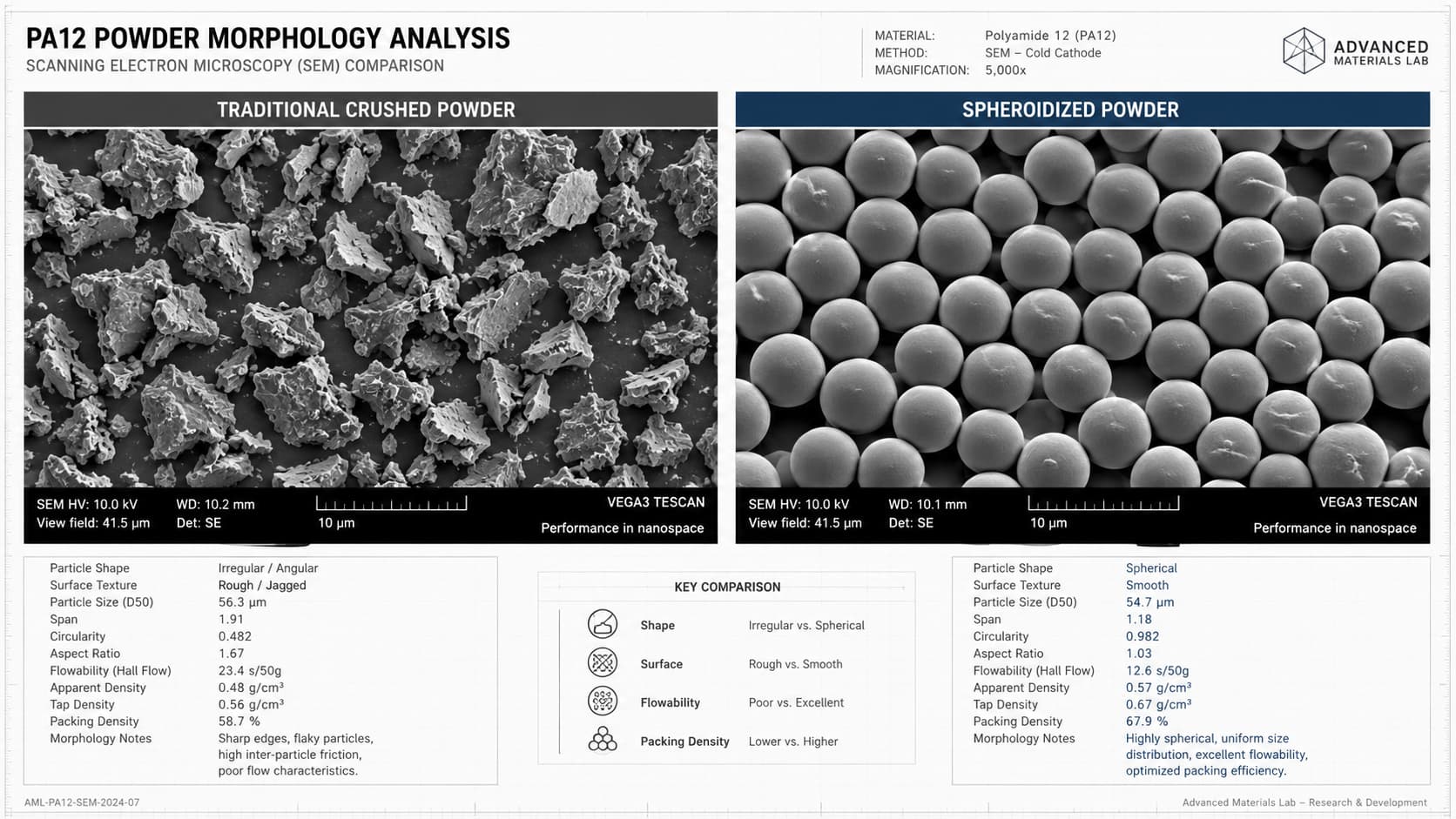
Nas linhas de produção de sinterização seletiva a laser em escala industrial (SLS) e Pó Na fabricação aditiva por fusão seletiva a laser (PBF), a qualidade da superfície de componentes estruturais de engenharia de alta precisão tem sido limitada por um defeito fundamental do material. Muitas empresas descobrem uma textura áspera recorrente, semelhante a uma "superfície lunar", nos produtos acabados ao imprimir peças de nylon PA12 (poliamida 12). Essa rugosidade não apenas destrói diretamente a aparência estética dos componentes, tornando-os inadequados para uso direto como peças finais, mas, mais criticamente, as irregularidades microscópicas implicam que a concentração de tensão ocorre facilmente na estrutura do material, levando à falha prematura por fadiga quando os componentes são submetidos a cargas alternadas. Essa deficiência inerente na qualidade da superfície não se origina da potência do laser ou da velocidade de varredura da impressora 3D. mas a partir do pó da matéria-prima tradicional PA12, utilizado no nível mais alto da cadeia industrial.Para compreender completamente esse problema de engenharia, precisamos ampliar nossa visão para o nível microscópico das partículas do material. Atualmente, a solução tradicional mais econômica é... pós PA12 As partículas de nylon disponíveis no mercado são fabricadas principalmente por métodos de trituração mecânica, como a moagem criogênica em baixa temperatura. Essa abordagem força o uso de forças de impacto mecânico intensas para romper, embutir e quebrar a matéria-prima de nylon em pós de tamanho micrométrico. Observadas em um Microscópio Eletrônico de Varredura (MEV), a morfologia geométrica dessas partículas tradicionais é altamente irregular, exibindo uma grande quantidade de estruturas multiangulares, alongadas, rasgadas e escamosas, semelhantes a lâminas serrilhadas. É justamente essa morfologia microscópica extremamente irregular que atua como a principal culpada por uma série de problemas subsequentes no processo de impressão 3D.Quando esse pó áspero e de formato variável é carregado na câmara de alimentação de uma impressora e empurrado sobre a plataforma de construção por uma lâmina ou rolo de recobrimento, surgem imediatamente problemas de engenharia. Do ponto de vista da mecânica dos fluidos, quando partículas irregulares entram em contato umas com as outras, as forças de intertravamento geométrico e a resistência ao atrito superficial entre elas aumentam exponencialmente. Isso é bastante análogo a despejar um saco de tijolos quebrados, pontiagudos e angulares no chão; eles não conseguem fluir suavemente e se encaixam facilmente uns nos outros. Durante o processo de repintura, essa baixa fluidez causa diretamente um perceptível "rasgo microscópico por arrasto" à medida que a lâmina puxa o pó, provocando rachaduras na superfície, sulcos ou até mesmo delaminação localizada da camada de pó.Além disso, essas partículas multiangulares não conseguem atingir um empacotamento compacto quando empilhadas, deixando enormes vazios microscópicos entre as partículas, o que resulta em uma densidade aparente e densidade compactada excepcionalmente baixas do leito de pó. Quando um feixe de laser de alta energia varre um leito de pó repleto de vazios microscópicos e com densidade não uniforme, a condução de calor dentro do pó torna-se altamente não homogênea. A energia do laser não consegue se dispersar uniformemente no instante inicial, causando fusão excessiva em certas zonas, enquanto o pó retido em vazios intersticiais permanece insuficientemente fundido. A geometria da poça de fusão flutua drasticamente sob essa severa instabilidade térmica. À medida que o náilon líquido se condensa e solidifica sob a influência da tensão superficial, a distribuição desigual de tensão térmica causada pela deposição não uniforme do pó e pela anisotropia das partículas é permanentemente "herdada" e solidificada em poros microscópicos e defeitos de inclusão dentro do componente. Na superfície macroscópica, isso se manifesta, em última análise, como um valor Ra persistentemente alto na superfície rugosa industrial.
LEIA MAIS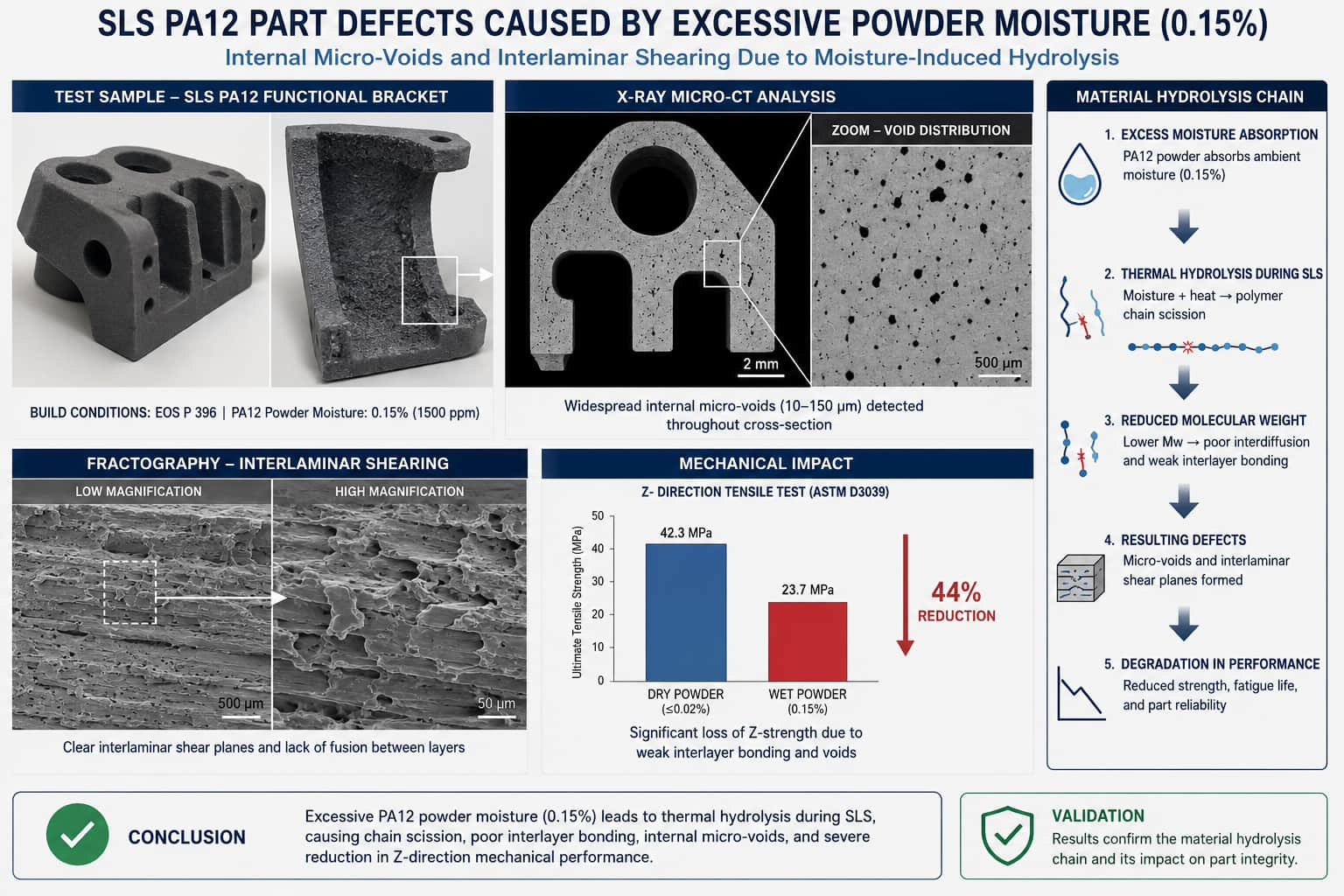
Esse processo microquímico desencadeia diretamente flutuações anômalas no Índice de Fluidez (MFI), reduzindo a viscosidade do material e causando fluidez excessiva da poça de fusão, o que por sua vez, isso leva a bordas de vazamento e dimensões fora da tolerância.Um risco ainda maior é que a diminuição do peso molecular cria um "defeito inerente" no componente, fazendo com que sua resistência à fluência e sua vida útil à fadiga apresentem um declínio acentuado durante o uso prolongado subsequente. Isso representa uma catástrofe inaceitável para aplicações de alta confiabilidade, como componentes estruturais automotivos ou dutos aeroespaciais.Dados extensivos de testes laboratoriais e longa experiência em produção comprovam a inevitabilidade dessa cadeia de degradação. Experimentos indicam que quando o teor de umidade de Pó PA12 Quando a umidade excede 0,1%, a resistência à tração das peças moldadas normalmente diminui de 15% a 20%, e o alongamento na ruptura pode cair mais de 40%. A observação da superfície de fratura por meio de Microscopia Eletrônica de Varredura (MEV) de alta magnificação revela que os componentes impressos com pó seco exibem características de fratura dúctil, enquanto aqueles impressos com pó higroscópico apresentam microcavidades densas, e as trincas se propagam rapidamente ao longo das bordas desses poros, exibindo um modo de fratura tipicamente frágil. Em um teste de envelhecimento de 1000 horas em temperatura e umidade constantes, a taxa de degradação da resistência mecânica dos componentes preparados com pó higroscópico foi quase duas vezes mais rápida do que a dos componentes secos padrão. Esses dados demonstram claramente que a umidade não representa uma dificuldade temporária de processamento, mas sim uma degradação irreversível do material.Para combater esse risco oculto, as empresas de tecnologia precisam construir um sistema completo de controle de umidade que abranja desde o armazenamento e a mistura secundária até a secagem com pré-aquecimento. A avaliação das condições do pó baseada exclusivamente na inspeção visual empírica já não atende às rigorosas exigências de precisão da manufatura industrial moderna; a introdução de analisadores de umidade de alta precisão para detecção quantitativa é uma linha de defesa indispensável. Ao mesmo tempo, para o pó reciclado (pó antigo) que é reutilizado, taxas de renovação rigorosas e fluxos de processo de desumidificação e secagem devem ser formulados. Somente compreendendo e interceptando profundamente o caminho destrutivo das moléculas de água nas cadeias de polímero em nível microscópico, as empresas de manufatura B2B podem eliminar fundamentalmente as falhas de impressão e garantir que cada componente de PA12 entregue possua confiabilidade de serviço impecável a longo prazo.
LEIA MAIS
Na tecnologia de impressão 3D por Sinterização Seletiva a Laser (SLS) de nível industrial, a Poliamida 12 (PA12) pó há muito ocupa uma posição central na fabricação de alta tecnologia devido a iPossui excelentes propriedades mecânicas, estabilidade dimensional e resistência química. Contudo, em linhas de produção B2B reais, uma característica física frequentemente negligenciada — a higroscopicidade — está se tornando um "assassino oculto" que compromete o rendimento do produto e sua vida útil a longo prazo. Enquanto a maioria dos engenheiros concentra sua atenção em parâmetros explícitos, como potência do laser, espessura da camada ou velocidade de varredura, eles desconhecem que a adsorção de traços de umidade dentro das partículas de pó já selou o destino da falha do componente final em nível microscópico. Esse risco oculto não se resume a uma simples questão de "bolhas na superfície" ou "impressão áspera"; trata-se de uma cadeia viciosa completa que se estende desde o comportamento anômalo de fusão até a degradação das cadeias moleculares do material.Em um cenário típico de produção do SLS, quando Pó PA12 Quando não há um controle rigoroso de temperatura e umidade e o material é exposto ao ar ambiente, seus grupos carboxílicos e amino terminais adsorvem rapidamente moléculas de água do ar por meio de ligações de hidrogênio. Ao entrarem na câmara de construção, que rotineiramente ultrapassa os 170 °C, e serem escaneados pelo laser, a alta temperatura instantânea provoca a vaporização abrupta da umidade. Durante o processo de fusão, que ocorre em microssegundos, a água vaporizada não consegue escapar a tempo da massa fundida altamente viscosa, formando um grande número de microvazios e porosidades na microestrutura solidificada, difíceis de detectar a olho nu. Essa descontinuidade na microestrutura destrói diretamente a densidade de sinterização, levando a uma queda acentuada na resistência ao cisalhamento interlaminar da peça moldada. Em montagens reais ou testes de carga, esses componentes frequentemente sofrem fratura frágil em níveis de tensão muito abaixo do limite de projeto.Partindo da lógica mais profunda da física dos materiais, O impacto das moléculas de água no PA12 vai muito além da destruição da porosidade física.Mais fatal ainda é a reação de hidrólise em ambientes de alta temperatura. As cadeias poliméricas da poliamida são conectadas por ligações amida, que são altamente suscetíveis a reações de hidrólise reversíveis na presença simultânea de alta temperatura e umidade, levando à quebra das cadeias macromoleculares e a uma redução significativa do peso molecular. A reação pode ser expressa como:$$-NH-CO- + H_2O \rightleftharpoons -NH_2 + -COOH$$
LEIA MAIS














