Como reduzir o estresse interno de peças moldadas por injeção de nylon por meio de modificação
Sep 11, 2025
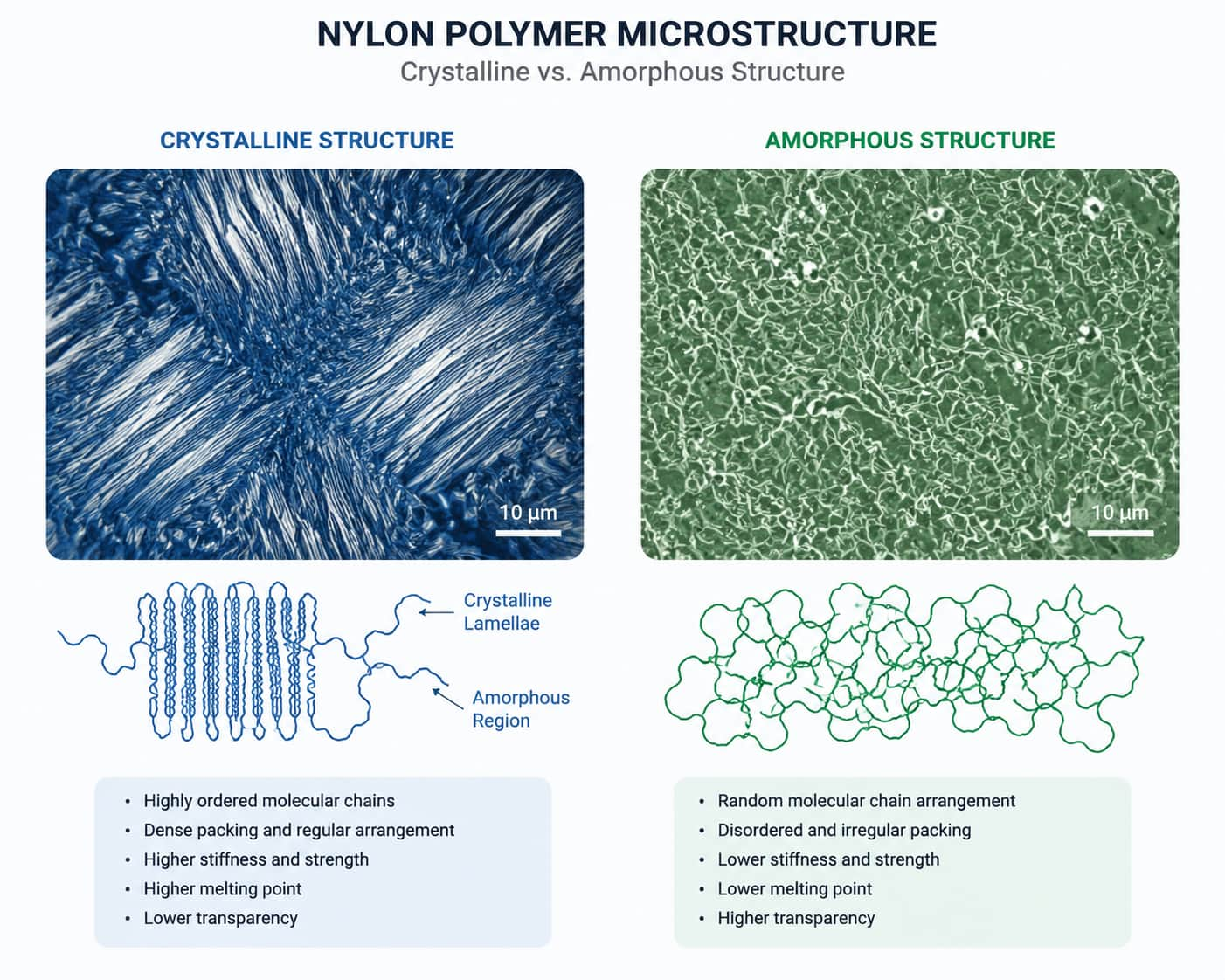
Materiais de nylon são altamente suscetíveis a tensões internas durante a moldagem por injeção, principalmente devido à orientação molecular, contração desigual por resfriamento e má dispersão de aditivos. A tensão interna excessiva pode levar à deformação, rachaduras e deterioração do desempenho. Para lidar com esse problema, as tecnologias de modificação desempenham um papel fundamental. No nível molecular, a incorporação de segmentos flexíveis ou modificadores de impacto ajuda a reduzir a fragilidade e a mitigar a concentração de tensões. Os agentes de tenacidade comumente utilizados incluem elastômeros, elastômeros termoplásticos ou materiais modificados por enxerto, que formam estruturas com fases separadas dentro da matriz de nylon, absorvendo e redistribuindo as tensões de forma eficaz.
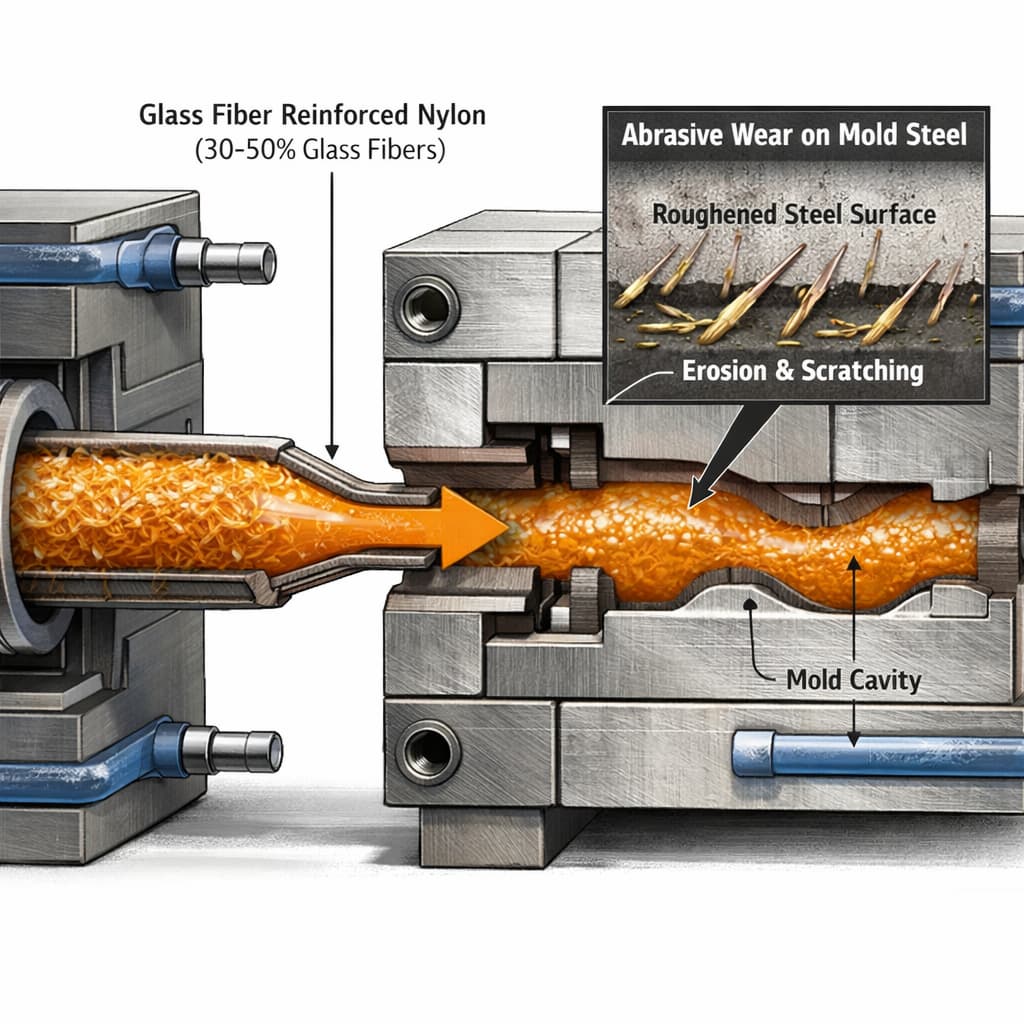
Reforço de fibra de vidro melhora significativamente a resistência e a rigidez do náilon, mas também pode introduzir estresse interno. Controlar o comprimento, o conteúdo e a distribuição das fibras é essencial. Embora fibras longas proporcionem maior resistência, elas também induzem maiores diferenças de contração durante o resfriamento. Fibras curtas podem melhorar a estabilidade dimensional, e tratamentos de superfície com agentes de acoplamento podem aumentar a compatibilidade interfacial, minimizando assim a concentração de tensões.
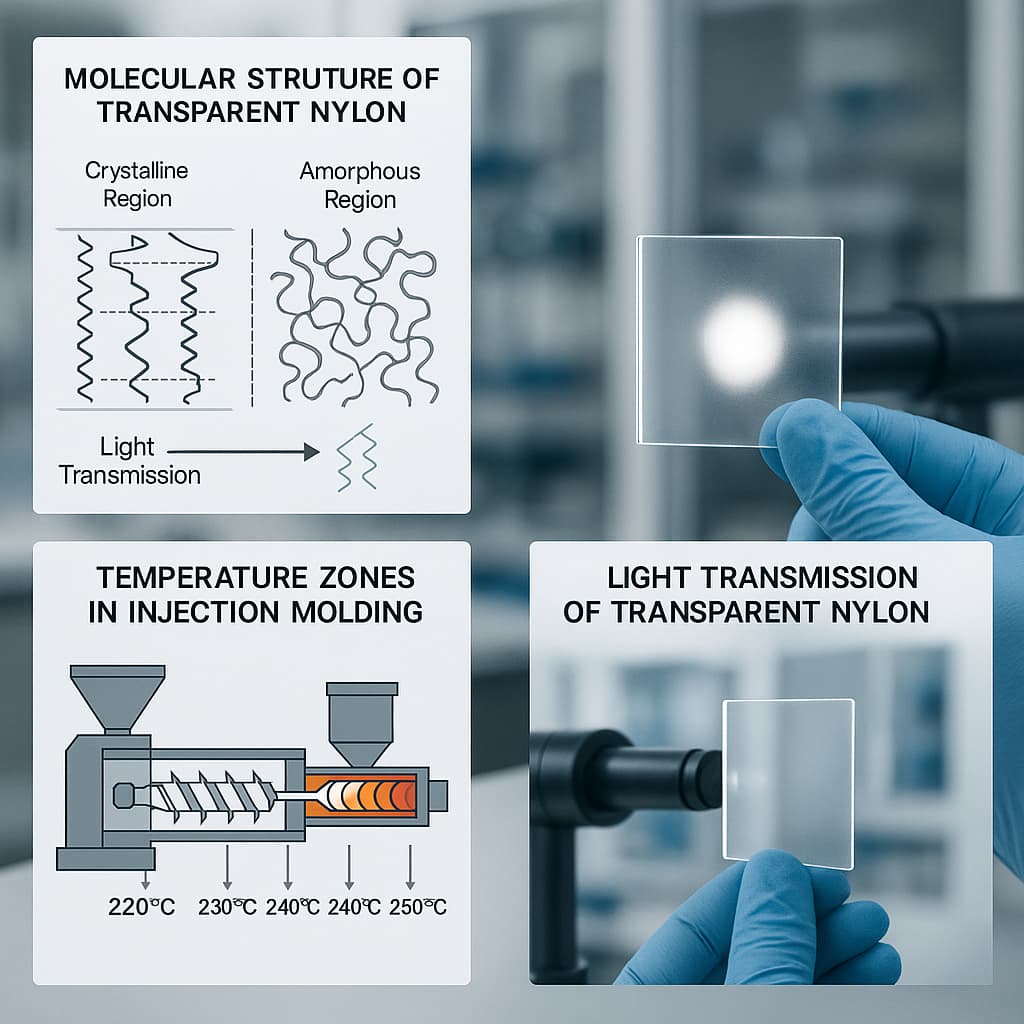
Do ponto de vista do processamento, o projeto do molde e os parâmetros de moldagem são igualmente importantes. A posição do portão, o projeto do sistema de resfriamento e as curvas de temperatura e pressão de moldagem determinam a distribuição de tensão dentro da peça. O projeto adequado da válvula de injeção garante um fluxo de fusão uniforme e reduz a orientação molecular. Temperaturas mais altas do molde prolongam o tempo de relaxamento das cadeias moleculares, reduzindo a tensão residual. O recozimento pós-moldagem é outra abordagem eficaz, permitindo que as cadeias moleculares se reorganizem em condições próximas à temperatura de transição vítrea do nylon, aliviando assim a tensão residual do resfriamento rápido.
Em termos de sistemas aditivos, lubrificantes e agentes nucleantes também podem ser aplicados. Os lubrificantes melhoram a fluidez do fundido e reduzem os defeitos induzidos por atrito, enquanto os agentes nucleantes regulam a taxa de cristalização e o tamanho do grão, garantindo uma contração uniforme durante o resfriamento e minimizando a concentração de tensões.
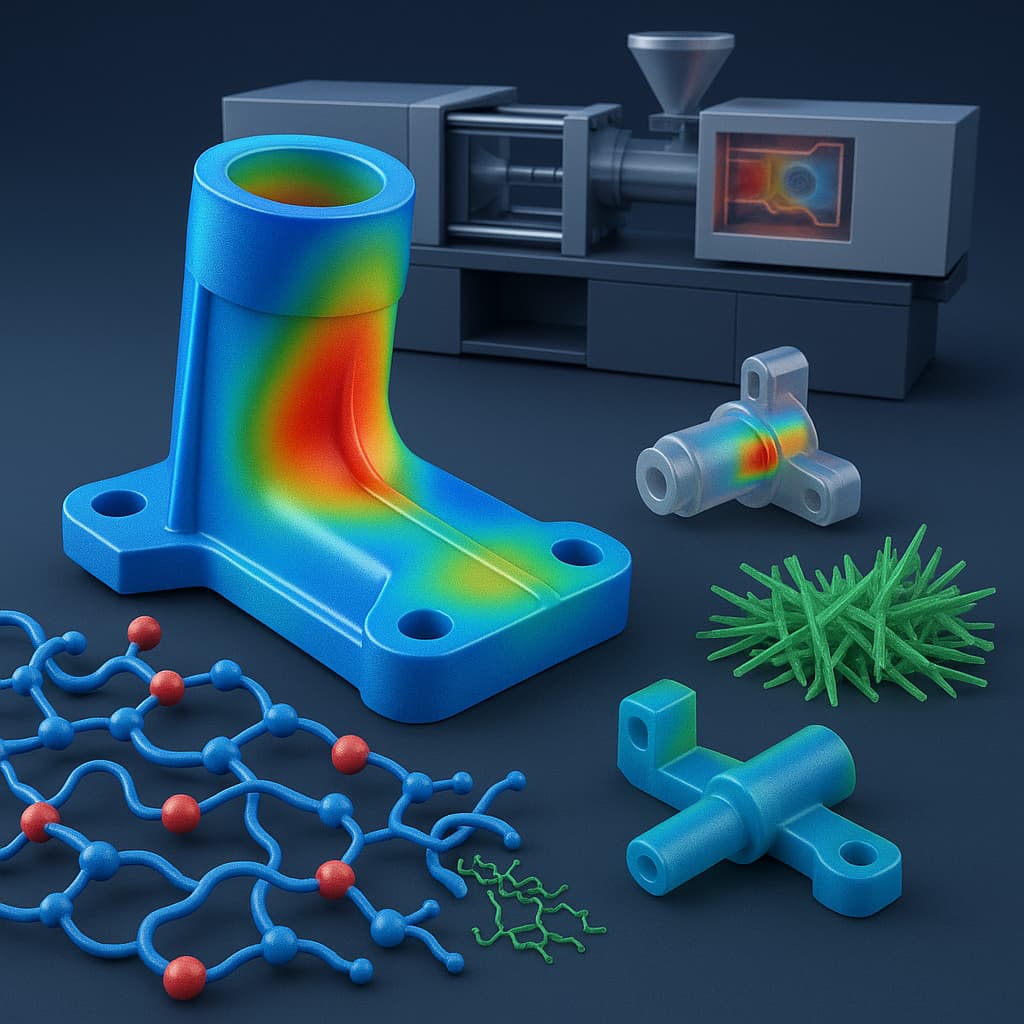
Em suma, a redução do estresse interno em peças moldadas por injeção de nylon requer uma combinação de modificação de material e otimização de processo. A têmpera, o reforço, a lubrificação e o controle da cristalização podem aprimorar a distribuição de tensões em nível molecular, enquanto parâmetros de moldagem e pós-processamento adequados estabilizam ainda mais o desempenho. Essa abordagem integrada não apenas aprimora o valor de aplicação do nylon, mas também estabelece a base para sua adoção em aplicações de engenharia de alto desempenho.
LEIA MAIS